
Bevel Gear
Bevel Gear Manufacturing Process: Step-by-Step Guide

Dec
1. Introduction
Bevel gears sit wherever power needs to turn a corner. They live inside tractor axles, truck differentials, construction equipment final drives, EV e-axles and many right-angle gearboxes used in industrial automation.
For Wenlio Gear, bevel gears are a core product line. As a precision gear manufacturer and custom gear supplier, we focus on spiral bevel, straight bevel and hypoid gears that need stable torque transmission and long life in real work conditions.
This article walks through the typical bevel gear manufacturing flow at Wenlio Gear – from requirement and design, through forging and cutting, to heat treatment, grinding, inspection and final matching.
2. From application to design – defining the bevel gear
Every bevel gear starts with an application, not a drawing. Before we talk about machines, we clarify a few key points with the customer:
-What machine is this for? (tractor, truck , construction equipment, EV , automation, etc.)
-How much torque and speed does the gear set need to handle?
-What ratio and shaft angle do we need?
-How long does the gear set need to last, and in what environment?
Based on this, Wenlio Gear decides whether the project needs straight bevel, spiral bevel or hypoid gears, and which material and heat treatment window make sense. At this stage we also confirm basic packaging: shaft layout, centre distance, housing limits and bearing positions.
For new projects, customers can use the Contact us section on the Wenlio Gear website to share initial technical information and drawings.

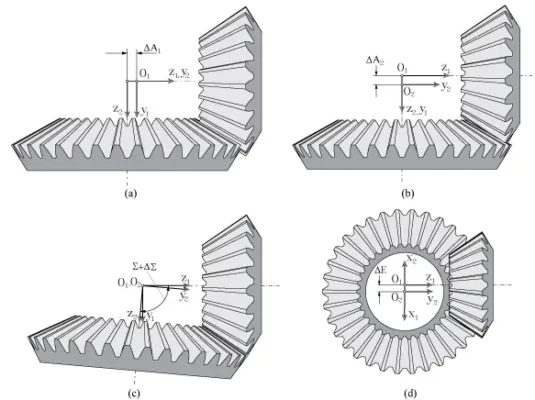
3. Detailed bevel gear design and simulation
Once the basic concept is clear, the gear moves into detailed design. Here we define:
-Module and tooth numbers for the ring and pinion
-Pitch cone angles and face width
-Spiral angle (for spiral bevel and hypoid sets)
-Pressure angle and contact ratio
-Desired accuracy class and surface finish
We select the bevel gear cutting method (for example face milling or face hobbing on CNC bevel gear machines) and reserve stock for heat treatment and grinding.
For demanding applications – such as heavy-duty truck axles, construction equipment final drives or compact EV drives – we also run tooth contact analysis and basic strength checks. This helps us tune micro-geometry, so the contact pattern and stresses stay in a safe window over the full duty cycle.
4. Forging and blank preparation
Good bevel gears start with good blanks. The typical flow looks like this:
1.Material choice
We pick suitable alloy steels for carburizing or other heat treatments. Agricultural machinery and construction equipment may use slightly different grades than EV drives or automation gearboxes because their load spectra and temperature ranges differ.
2.Forging or casting
For many bevel gears, especially high-load ring gears and pinions, we use forged blanks. Forging improves fibre flow and strength, and it reduces the amount of machining needed later.
3.Normalizing and rough machining
We normalize or pre-heat-treat the blanks to stabilize the structure. Then we rough-turn key surfaces: bore, outside diameter, faces and reference cones. The goal is to build a stable base for accurate tooth cutting.
At the end of this step, we have robust, dimensionally stable blanks ready for tooth generation.

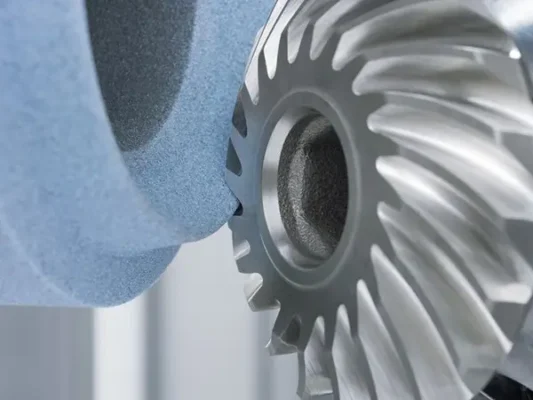
5. Tooth cutting – creating the bevel gear geometry
Tooth cutting is the heart of the bevel gear process. Wenlio Gear uses modern CNC bevel gear cutting machines and adapted processes for different gear types.
5.1 Face milling and face hobbing
Two main generation methods are common in spiral bevel and hypoid gear manufacturing:
–Face milling – cuts each tooth space individually. This offers flexibility and works well for many small to medium batch sizes.
–Face hobbing – generates several teeth together in a continuous rolling motion. It is very efficient and used widely for high-volume automotive-style production.
For straight bevel gears, we may use different cutting systems, but the goal is the same: generate the correct tooth form and tooth contact pattern with the specified allowances for heat treatment and grinding.
5.2 Process control during cutting
During cutting we pay attention to:
-machine setup and alignment
-cutter design and sharpening condition
-coolant and chip removal
-in-process checks on tooth contact, runout and tooth thickness
This stage sets the base for all later steps. Good cutting cannot compensate for poor blanks, and later grinding can only correct limited errors. That is why Wenlio Gear treats bevel gear cutting as a critical, well-controlled process step.

6. Heat treatment – building tooth strength
After cutting, bevel gears still have a relatively soft tooth surface. They need heat treatment to reach the required hardness and fatigue life.
Typical routes include:
–Carburizing and quenching for ring gears and pinions that need a hard, wear-resistant case and a tougher core
–Quench and temper for medium-hardness gears or where case hardening is not required
–Nitriding for some special applications where distortion must stay very low
Heat treatment increases strength but also introduces distortion. We plan this in advance by:
-leaving proper grinding allowances on tooth surfaces and functional diameters
-using suitable fixturing and loading methods in the furnace
-monitoring case depth and hardness for each batch
After heat treatment, we inspect key dimensions and prepare parts for hard finishing.

7. Grinding, lapping and fine finishing
To reach the required surface quality and final tooth contact, bevel gears often go through one or more finishing steps.
7.1 Hard turning and grinding
We first restore reference surfaces such as bores and faces by hard turning or grinding.This ensures that the gear can sit correctly on shafts and in housings.
For critical applications, we then grind the tooth flanks of the ring and pinion. Tooth grinding improves:
-profile and lead accuracy
-surface roughness
-control of specific micro-geometry modifications
This step is especially important for high-speed EV drives, quiet truck axles and long-life industrial automation gearboxes.
7.2 Lapping and contact tuning
After grinding, many bevel gear sets undergo lapping or controlled running-in. The ring and pinion run together with an abrasive compound or under controlled load. This process:
-refines the tooth contact pattern
-smooths minor surface irregularities
-helps the pair “learn” each other before they see real load in a vehicle or machine
We check the contact pattern on marking compound and adjust settings where needed.
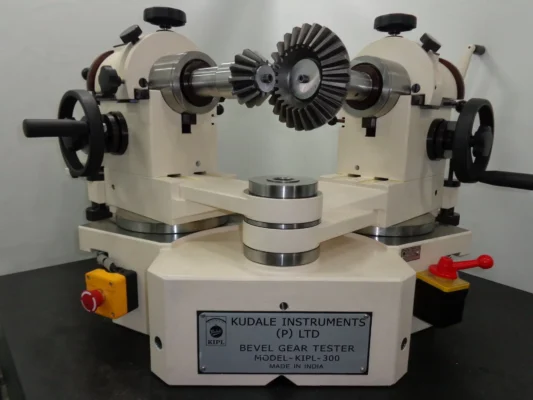
8. Inspection, matching and assembly
At each key stage we inspect bevel gears, but the final checks are particularly important. Wenlio Gear uses dedicated inspection and checking methods, including:
-measurement of tooth profile, lead and runout on gear measuring equipment
-blue contact checks under different mounting positions and clearances
-backlash and functional runout checks on matched sets
For spiral bevel and hypoid gears, we keep ring and pinion as matched pairs. Each set receives its own identification so that it stays together from finishing and inspection all the way to the customer’s assembly line.
After final cleaning and corrosion protection, the bevel gear sets are ready for packing, shipping and installation.
9. Example process focus across five application sectors
The core flow is similar for most bevel gears, but each sector has its own emphasis.The table below summarises typical focus points.
| Sector | Typical bevel gear use | Extra process focus |
| Agricultural machinery | Tractor and harvester axles, PTO right-angle drives | Robust heat treatment window, tolerance for dirty oil, strong shock resistance |
| Heavy-duty truck | Drive axles, differentials, transfer cases | Tight contact control, long-life fatigue, stable noise |
| Construction equipment | Final drives, swing drives, wheel hub drives | Deep case hardening, impact margin, strong surface durability |
| Electric vehicle (EV) | E-axles, compact right-angle reduction stages | High accuracy, low loss, compact housings, tight noise limits |
| Industrial automation | Right-angle gearboxes, AGV/AMR drives | Stable backlash, smooth running at varied loads |
For each sector, Wenlio Gear tunes the bevel gear process – design window, heat treatment and finishing route – to match the real duty cycle and cost targets.
10. Conclusion
From the outside a bevel gear looks simple, but its generation process includes many linked steps: application review, careful design, strong blanks, controlled cutting, stable heat treatment, precise finishing and rigorous inspection. When each step works in harmony, the result is a bevel gear set that runs reliably for years in real machines.
As a precision gear manufacturer and custom gear supplier, Wenlio Gear combines bevel gear know-how with practical experience in agricultural machinery, heavy truck, construction equipment, EV and industrial automation.
If you are planning a new bevel gear project or need to improve existing axles and right-angle drives, you can Contact Us to share your requirements, drawings or samples . We will work with you to turn your ideas into tested, production-ready bevel gear solutions.
Pingback: Bevel Gear Heat Treatment: How We Prevent Launch Risks - wenlio.com
Pingback: Gear Grinding vs Shaving vs Hobbing: Simple Guide - wenlio.com