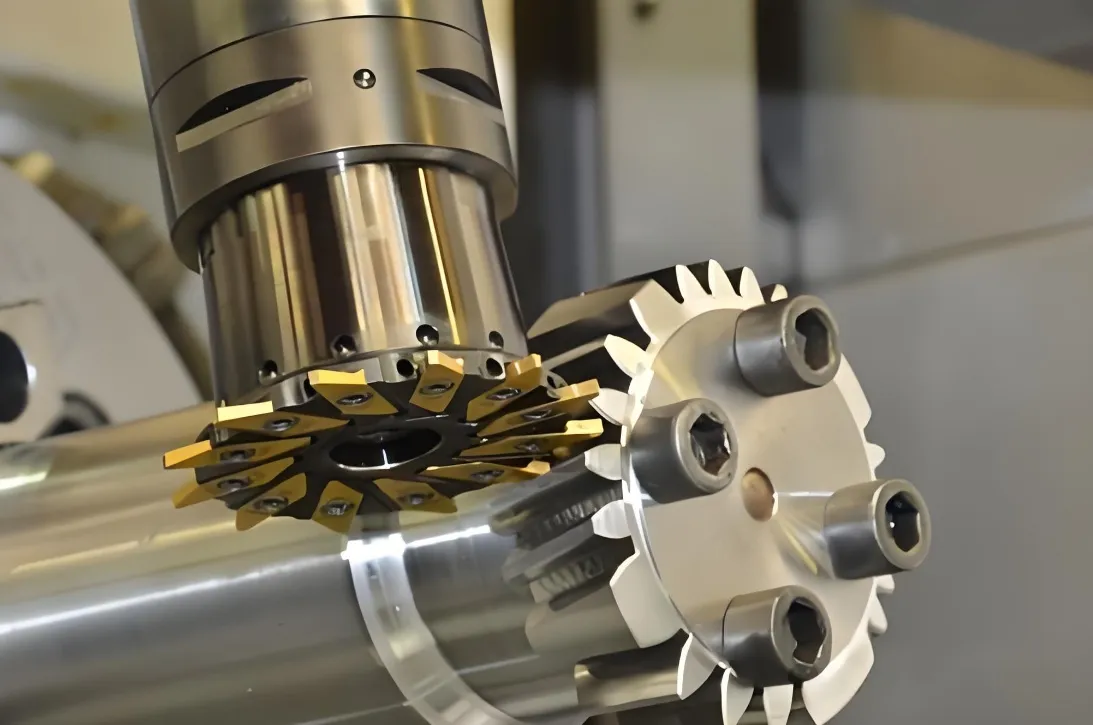
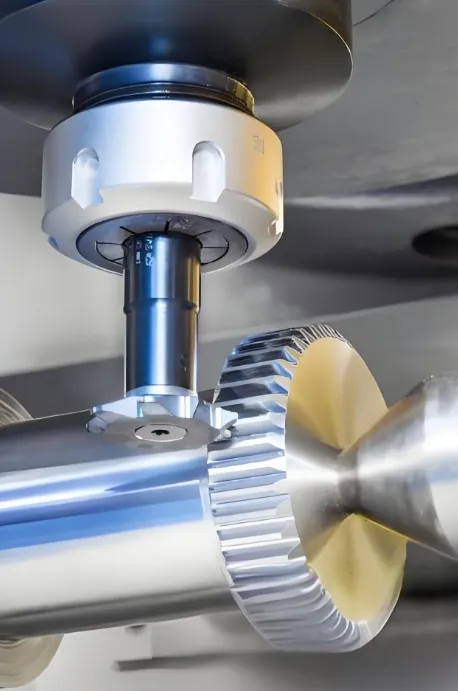
CNC Gear Milling Services: Tool Selection, Tolerance & Quality Control
Wenlio provide professional CNC gear milling services, focusing on every step from tool selection to final quality control, ensuring the production of high-precision, high-performance gear products for you.
Quality Assurance
Our quality control process runs throughout production. From raw material inspection to final product verification, every step undergoes rigorous inspection and testing to ensure delivered gears have exceptional performance, reliability, and consistency.
Tolerance Control
We use advanced measurement equipment and defined machining strategies to verify key gear features to the accuracy standard specified on your drawing (e.g., ISO/AGMA gear inspection requirements), and provide inspection records when needed.