Gear Machining Process:
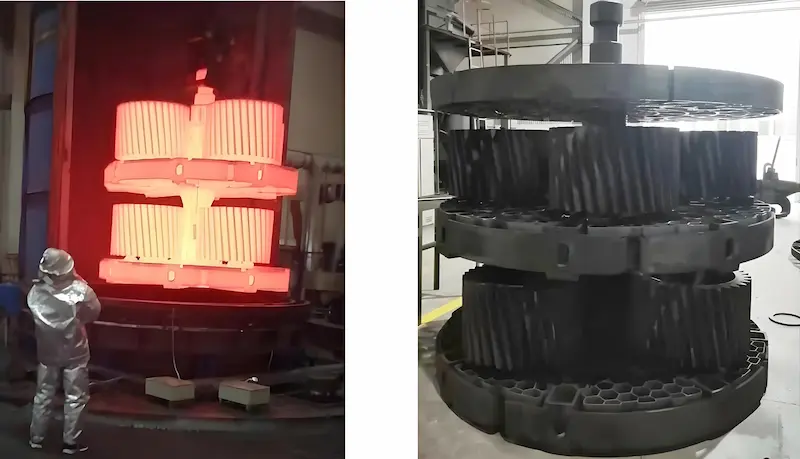
Blank → Heating (normalizing) → Gear cutting → Surface hardening (quenching, carburizing, nitriding etc.) → Finishing (grinding)
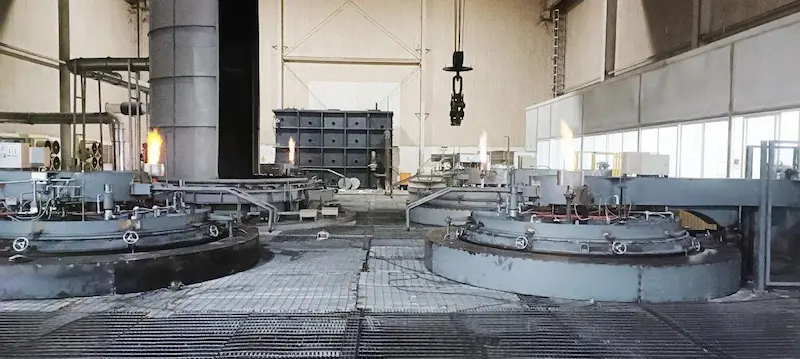
Wenlio Heat Treatment Center
Founded in 2004, PairGears LTD (Wenlio Gear is a subsidiary of PairGears LTD) run a dedicated heat treatment center that keeps the whole production flow on time and under control. Over the years, with expansion and upgrades, our workshops now run on digital systems.
We design heat-treat plans by material, downstream machining, and end-use needs. Our range covers almost all common metal heat-treat methods, and we can handle parts up to Ø 6,800 mm. Since 2010, we have increased plasma nitriding capacity to meet higher performance requirements. With modern equipment, we can process single parts or large batches quickly.
Beyond supporting our bevel gear production, Wenlio Gear also take stand-alone heat-treat orders for the global market. Contact us to discuss your parts and lead times.