
Blogs, Helical Gear
Helical Gears at Wenlio: Design, Manufacturing, Applications

Oct
1.Introduction
At Wenlio Gear, we build high-quality power-transmission solutions for agricultural machinery, heavy truck, construction equipment, electric vehicle (EV), and industrial automation. Across these programs, helical gears are a foundational element in gearboxes, reducers, and auxiliary drives. Their progressive engagement, multi-pair load sharing, and higher contact ratios enable quieter, smoother, and more efficient transmission at a given envelope.
This article consolidates Wenlio’s engineering perspective—covering design elements, operating physics, materials and heat treatment, metrology & NVH, and manufacturing & assembly controls—before mapping selection guidance to the five sectors we serve.

2.Design Elements and Engineering Trade-offs
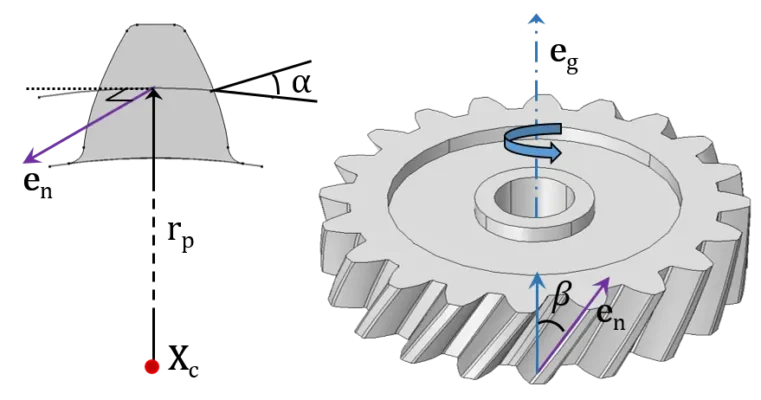
Helix angle sets handedness (left/right) and largely governs axial thrust and contact ratio. If the helix angle is very small, thrust stays low but the smoothness benefit is limited; if it’s very large, contact ratio improves yet thrust and sliding losses rise. So most transport and industrial programs settle on moderate helix angles that balance NVH, efficiency, and bearing life.
Module (m) and face width (b) define tooth scale and capacity. And while increasing face width expands contact area, it also demands tighter lead straightness and appropriate edge relief so that you avoid end loading, thermal hot spots, and scuffing.
Pressure angle (commonly 20°) boosts root strength as it increases, but it can also elevate flank contact stress. In practice, the choice is co-optimized with material/heat-treat and the target contact ratio. Meanwhile, the involute tooth form preserves a constant pressure angle and stable velocity ratio—key to repeatable manufacturing and inspection.
Micro-geometry (micro-mods) is often the decisive lever. Profile crowning and tip/root relief manage load entry and exit, helping suppress tonal mesh peaks, while lead crowning recenters contact under misalignment, thermal growth, and shaft deflection. Ultimately, geometry has to be evaluated as a system with materials/heat-treat, bearing preload, housing stiffness, and lubrication—there’s no substitute for system-level optimization.
3.Operating Physics and Where Efficiency Comes From
Helical gears engage progressively: contact starts at one end of the tooth and spreads to the full face width. As a result, they avoid the “all-at-once” impact typical of spurs, reducing high-frequency excitation and mesh shock. At the same time, more than one tooth pair often shares torque, so transmitted torque is smoother, peak flank stress drops, and the risk of micro-pitting or scuffing is reduced.
With an appropriate surface finish and film-forming oils, helical stages can also run at very high efficiency (often reported above ~98% in favorable conditions), which helps limit temperature rise and improve energy use.

4.Materials, Heat Treatment, and Surface Integrity
For high loads and long service life, carburized-and-quenched low-alloy steels are the mainstream choice—such as 16MnCr5, 20CrMnTi, 18CrNiMo7-6, and SCM/SNCM families. In that stack, the hard case resists pitting and scuffing, while the tougher core carries bending fatigue and shock.
However, if the geometry favors localized hardening and you need minimal distortion, induction hardening can be very effective. And for moderate loads—or extremely tight distortion budgets—nitriding or quench-and-temper routes may be a better fit.
After heat treat, finish grinding isn’t just a “recovery” step; it’s the main lever for micro-geometry and the surface finish (Ra/Rz) that supports stable EHL films, lowers running power, and helps suppress tonal noise. When requirements are especially tight, micro-polishing (isotropic finishing) and shot peening can further lift flank and bending fatigue limits.
5.Metrology and NVH
Program outcomes are often driven less by nominal CAD and more by metrology closure and NVH validation. That’s why Wenlio’s lab reports profile, lead, cumulative error, pitch, and runout (Fr/FP/fp). We then tie these measurements to loaded contact-pattern predictions to flag early risks—insufficient micro-mods, misalignment, or grind stock that hasn’t been fully compensated.
As projects move forward, prototype and pilot units are mapped with order-tracking spectra across speed and load. When peaks appear at mesh order or in sidebands, we trim them with targeted micro-mods until the residual energy sits outside the customer’s dominant use zones—building NVH margin for production.
6.Manufacturing & Assembly
A typical route runs hob/shaping → heat treat → finish grind → inspect. To hit post-HT geometry, grind stock and compensation need to be defined up front, and fixturing/tool paths should tolerate thermal distortion.
In assembly, performance is largely set by bearing preload, alignment, backlash, and the contact pattern. Too little preload can amplify lead-error effects in NVH, while too much preload accelerates bearing and flank wear. Likewise, backlash targets must leave room for thermal expansion and shaft deflection. Contact acceptance typically aims for centered, lightly crowned patterns with margin against edge contact at worst-case deflections.
On lubrication, match viscosity and additive packages to pitchline velocity, load, and sump temperature; then use directed jets and clear return paths to limit churning loss and aeration. In many cases, lubrication optimization alone can deliver about a 0.2–0.5% stage-efficiency gain and noticeable noise reduction, depending on the baseline and operating window.
7.Quick Design Matrix
| Element | Primary Effect | Wenlio Guidance | Typical Trade-off |
| Helix angle | Axial thrust, contact ratio, smoothness | Use moderate angles for NVH/capacity balance | Too high → thrust & sliding loss |
| Module (m) | Tooth scale & bending strength | Fit load spectrum & envelope | Larger m → size/weight penalty |
| Face width (b) | Capacity via area | Wider b with lead crowning | Risk of end loading if misaligned |
| Pressure angle | Root strength vs. flank stress | 20° common; co-opt with HT | Higher angle → higher contact stress |
| Profile crowning | Noise & load entry/exit | Trim tonal peaks; soften entry | Excess lowers mesh stiffness |
| Lead crowning | Misalignment tolerance | Keep patterns centered under load/temp | Excess narrows contact line |
| Tip/root relief | Entry/exit scuffing & noise | Protect edges; manage run-in | Over-relief shortens active profile |
| Chamfer | Burr/chip control | Protect tooth tips | Oversize weakens tooth corners |
8.Axial Thrust Management
Helicals generate thrust parallel to the axis. Designers either size thrust bearings for steady and transient loads or pair opposed-hand helicals to cancel thrust. Double helical (herringbone) layouts remove thrust at the source and raise alignment robustness but increase manufacturing complexity and cost.
9.Sector-Specific Selection and Tuning
9.1 Agricultural Machinery
Field duty brings large load swings plus mud, dust, and long service intervals. So Wenlio typically chooses moderate helix angles with generous face width, then adds lead crowning to keep contact patterns centered even when the housing flexes. Wenlio uses carburized cases for flank durability over a tough core, and designs seals and breathers for slurry exposure. On lubrication, we match viscosity to slow-to-medium speeds and specify anti-foam chemistry for shared housings such as PTOs. As a result, customers see longer life, fewer unscheduled stops, and quieter field operation.
9.2 Heavy Truck
Heavy trucks combine high torque and long duty cycles with strict NVH and efficiency targets. Accordingly, Wenlio targets mid-to-higher contact ratios and uses finish grinding to hold precise micro-geometry. We control runout (Fr/FP/fp) and pitch tightly to reduce order energy, while bearing preload and lead crowning keep patterns centered under thrust and thermal growth. To manage heat, we pair shear-stable oils with directed jetting and sump temperature control. The outcome is better efficiency contribution, stable temperatures, and cabin quietness that supports comfort and regulatory goals.
9.3 Construction Equipment
Construction equipment adds frequent starts/stops, low-speed high torque, shock loads, and contamination. So Wenlio prioritizes root strength and surface hardness, and applies edge relief and chamfers to prevent corner overload during misalignment and impact. Depending on geometry and cost, we select either deep-case carburizing or localized induction hardening, then plan grind stock up front to manage distortion. We also use labyrinths, shields, and oil partitioning to cut abrasive ingress. As a result, customers get higher impact tolerance, better uptime, and more predictable overhaul windows.
9.4 Electric Vehicle
EV stages run at medium-to-high speed and react strongly to both efficiency and NVH. Therefore, Wenlio uses moderate helix angles and fine micro-mods to remove discrete tonal peaks around mesh orders and sidebands. We follow with post-HT finish grinding to achieve sub-micron lead straightness, then balance thin-oil strategies with anti-scuff additives and targeted jetting to reduce churning losses. In many cases, projects exceed ~98% stage efficiency (system-dependent) and cut cabin whine, which supports both range and refinement.
9.5 Industrial Automation
Industrial automation demands tight packaging, precise positioning, low noise, and 24/7 duty. So Wenlio controls profile/lead errors tightly on small-module helicals and tunes micro-mods to manage backlash and torsional ripple. We design shaft and bearing layouts to preserve alignment under load, and we specify clean oils, filtration, and sealing for long unattended runs. The result is low backlash, quiet motion, and high repeatability.
10.Sector Summary Table
| Sector | Duty Highlights | Wenlio Emphasis | Typical Outcome |
| Agriculture | Load swings, contamination | Moderate helix, wide b, carburized case, sealing | Longer life, quieter field work |
| Heavy Truck | Highway torque & NVH | Higher contact ratio, precision grind, thermal control | Fuel & NVH gains, stable temps |
| Construction | Shock, low-speed/high torque | Root strength, edge relief, distortion plan | Impact tolerance, high uptime |
| EV | Med-high speed, efficiency/NVH | Sub-micron lead, thin-oil, tonal control | >98% efficiency, cabin quiet |
| Automation | Compact, precise, 24/7 | Small module, micro-mods, cleanliness | Low backlash, repeatability |
11.Engineer’s Selection Checklist
1.Define speed, torque, load spectrum, life, and NVH limits.
2.Choose module, ratio, face width, helix angle, pressure angle to fit envelope and duty.
3.Plan micro-mods (profile/lead/tip/edge) to stabilize patterns and reduce tonal peaks.
4.Select materials/heat-treat for hardness map and effective case depth; plan distortion.
5.Lock the route hob/shaping → HT → finish-grind → inspect, with grind stock & compensation defined early.
6.Control pitch/runout and bearing fits; preserve micro-mods through assembly.
7.Validate with type tests (efficiency, temperature, endurance) and NVH order maps; iterate as needed.
8.Prepare PPAP or equivalent release and change-control documentation.

11.Conclusion
Helical gears succeed because they combine smoothness, capacity, and efficiency in compact packages. In Wenlio’s five focus sectors—agriculture, heavy truck, construction equipment, EV, and industrial automation—real success is achieved through system engineering: geometry and micro-mods, materials and heat-treat, finish grinding, metrology, assembly, and lubrication must be orchestrated to the actual duty cycle. That is how Wenlio turns strong drawings into quiet, durable, high-efficiency production programs.
Let’s build your next quiet, efficient stage with Contact Us.