
Blogs
Internal Spline Broaching: Factory Guide

Feb
Introduction
Internal spline broaching is one of the fastest ways to make accurate keyways and spline profiles inside a bore. When the process is right, parts come off the machine consistent and clean. When it is not, you usually see it as chatter marks, uneven tooth thickness, tight assembly, or fast wear in service.
This article is written from a factory point of view and is meant to support custom CNC broaching machining projects. We break down how broaching works, which broaching options fit which parts, what truly controls accuracy and tool life, and what to include in an RFQ so the first quotation is based on real requirements – not guesswork.
Broaching in plain terms
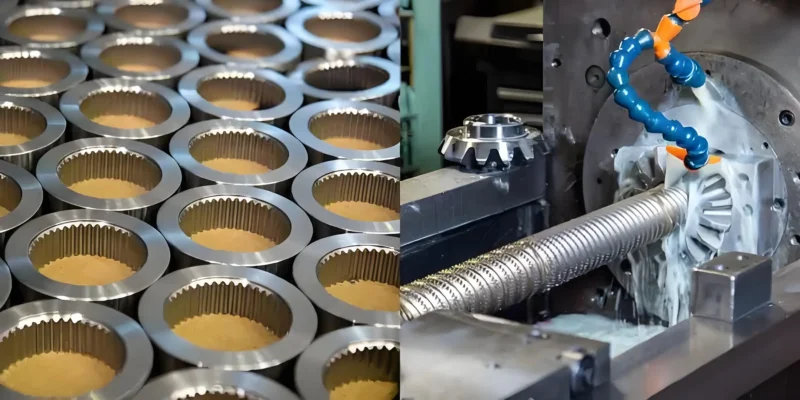
Broaching is a machining method where a multi-tooth tool (a broach) is pushed or pulled across a surface to form a profile. The teeth are graduated, so the total material removal is shared across many teeth instead of one heavy cut. That is why broaching can produce precise internal forms – like internal gears, keyways, and splines – in a single controlled stroke.
On the shop floor, we like broaching because it is predictable: once the broach and the fixture are correct, the process is repeatable. But the same thing that makes broaching fast also makes it sensitive. Tool condition, alignment, and lubrication matter a lot, and they must be controlled like any other critical process parameter.
How broaching actually works (step by step)
1) Start with the right pre-machined bore
Internal broaching begins with a prepared bore (or pilot hole). Bore size, straightness, and the entrance chamfer decide whether the broach guides smoothly, whether chips evacuate, and whether cutting load stays stable. If the bore is too small or out of round, you can wear the broach quickly or damage the form in one pass.
2) Fixture and alignment are the real accuracy controls
A broach follows the path you give it. If workholding lets the part tilt, or if a guide bushing is not coaxial, the spline will be off-center and the fit will vary even when the broach is new. In production we treat fixturing as a first-class part of the process, not an accessory.
3) One stroke, many small cuts
During the stroke, each tooth removes only a small layer of material. This is why surface finish is usually good and why size drift is slow – until the broach gets dull. Stable cutting fluid flow helps reduce friction, keep chips moving, and protect tool life. After the stroke, parts go to inspection (often functional gaging plus a smaller set of measurements).
Broaching options for splines and keyways
People often say broaching as if it is one process, but there are several practical options. The best choice depends on profile length, volume, and machine constraints.
| Method | Tool motion | Best for | Notes / trade-offs |
| Pull/Push internal broaching (linear) | Straight stroke | Longer internal splines, keyways | Highest repeatability; needs dedicated machine and custom broach |
| Rotary (wobble) broaching | Rotating tool on CNC | Short blind forms, shallow internal splines | Fast on CNC; not ideal for long spline lengths |
| Surface broaching | Straight stroke | External flats and contours | Often used for external features rather than internal splines |
| Production/continuous broaching | Conveyor/chain fixtures | High-volume repeat parts | High output; requires stable upstream sizing and chip control |

Where internal spline broaching fits vs other processes
Internal spline broaching is usually chosen for speed, consistency, and form quality. It can replace multiple steps with one pass. However, it may not be the cheapest choice for very small volumes because the broach is a dedicated tool.
| Process | Strengths | Limits | Typical use |
| Internal spline broaching | Fast cycle, good finish, high repeatability | Custom tool cost; needs stable pre-bore | Batch parts with the same spline |
| Gear/spline shaping | Flexible; no long broach; good for changes | Slower cycle; more process time | Medium volume or mixed variants |
| CNC milling | Easy to program; low tooling cost | Often slower; finish/fit may need extra steps | Prototypes, simple keyways |
| Wire EDM | Very accurate for hard parts and special forms | Slow and costly per part | Hard materials, special profiles |
Factory view: what really controls quality
In production, most broaching problems come from a small set of root causes. If you control these early, efficiency and repeatability improve quickly.
- Pilot bore condition: diameter, roundness, taper, and entrance chamfer.
- Guide and fixture alignment: coaxiality between broach path and bore.
- Machine stiffness and force path: reduces vibration and protects form accuracy.
- Broach condition: sharpness, regrind history, tooth damage checks.
- Cutting fluid and chip control: correct viscosity/flow, filtration, chip evacuation.
- Material state: hardness window, microstructure, and whether the part is pre- or post-heat treat.
- Deburr strategy: protect tooth edges without rounding the form.
What we focus on in CNC broaching machining at Wenlio
For heavy-duty internal spline work, we use a CNC broaching setup with dual-servo synchronous drive and a symmetric machine layout. Keeping the broaching zone centered helps the force path stay stable, which improves consistency when load is high. We also match stroke length and clamping method to the part size – from compact precision hubs to larger forged blanks – so the process stays controlled instead of being forced into a one-size-fits-all setup.
Inspection: how to verify an internal spline

For splines, inspection is not only about size – it is about fit behavior. In practice we combine fast functional checks with targeted measurements so production stays stable.
- Go/No-Go spline plug gages to confirm functional fit.
- Tooth thickness / space width checks (for example, over/under pins or balls when applicable).
- Major/minor diameter and runout to the datum.
- Concentricity of the spline to the part’s functional features.
- Surface finish and burr condition at the tooth edges.
RFQ checklist: get a quote that matches your real needs
If you want a fast and accurate quotation, describe the spline the same way you will inspect and assemble it. The checklist below prevents the most common back-and-forth.
| What to provide | Why it matters | Examples |
| Spline standard / geometry | Defines tooth form, module/DP, pressure angle, and fit system | ISO 4156 / DIN 5480 / ANSI B92.1, or a drawing |
| Tooth count and spline length | Tool design and stroke length; influences chip evacuation | Number of teeth, spline length, lead-in chamfers |
| Datums and runout targets | Controls coaxiality and assembly behavior | Runout to bearing seat; concentricity to OD |
| Material and hardness state | Sets cutting forces and tool life | Alloy grade; hardness window; heat treat stage |
| Volume and annual demand | Decides whether a dedicated broach is cost-effective | Prototype / 500 pcs / 10,000+ pcs |
| Functional gaging method | Aligns quotation to the acceptance rule | Go/No-Go plug; pins/balls; CMM method |
Common efficiency killers we see on broached splines
Even when a spline looks good by eye, small issues can raise friction, make assembly feel tight, or shorten life. The most common problems we see are practical and fixable:
- Burrs at the tooth edges that scrape the mating spline during assembly.
- Tooth thickness drift from a dull broach or uncontrolled regrind history.
- Spline off-center to the datum because the pilot bore or fixture alignment was not controlled.
- Wrong cutting fluid choice or poor filtration that increases heat and accelerates tool wear.
- Hardness outside the agreed window, causing either fast tool wear (too hard) or smeared surface (too soft).
FAQ
Can you broach internal splines after heat treatment?
Sometimes, but it depends on hardness and profile. For very hard parts, EDM or grinding-based routes may be better. A common approach is to broach in the softer state and then heat treat, with allowance and distortion control planned up front.
What tolerance can broaching hold?
Broaching can hold tight tolerances when the pilot bore, fixture, and broach condition are controlled. The best way to set expectations is to define the functional gage and datum scheme, then confirm with a short trial.
Is CNC rotary broaching the same as linear broaching?
No. Rotary broaching is excellent for short blind forms and shallow internal profiles on CNC machines. Linear pull/push broaching is the go-to for longer internal splines with high repeatability.
Why do we see tight assembly even when the spline looks OK?
Most tight fits come from tooth thickness drift, burrs at the tooth edges, or the spline being slightly off-center to the mating datum. Functional gaging plus targeted measurements usually finds the root cause quickly.
What should I do if I do not have a spline standard on the drawing?
Provide the mating part or a fit sample if possible, and tell us how the assembly should feel (slide fit, light press, or interference). We can help map the requirement to a standard-based definition before cutting tools are made.
Conclusion
Internal spline broaching is a simple idea – one tool, one stroke – but a production-ready result depends on details: the pilot bore, alignment, cutting fluid, and a controlled broach maintenance plan.
If you are evaluating CNC broaching machining for internal splines or keyways, or you want to improve consistency on an existing design, share your drawing and acceptance method. We can help you choose a process route and build a repeatable inspection plan from prototype to batch production. Contact Us to start the discussion.