
Blogs
How to Choose Powder Metallurgy Gears for Your Project

May
Introduction
At Wenlio, powder metallurgy is presented as one practical manufacturing path for gears, especially when a project needs near-net-shape production, repeatable density, and better material efficiency in stable, higher-volume programs. Wenlio’s current PM page also positions the route as a fit for small- and medium-size gears where batch consistency and cost control matter, rather than as a universal answer for every gear project.
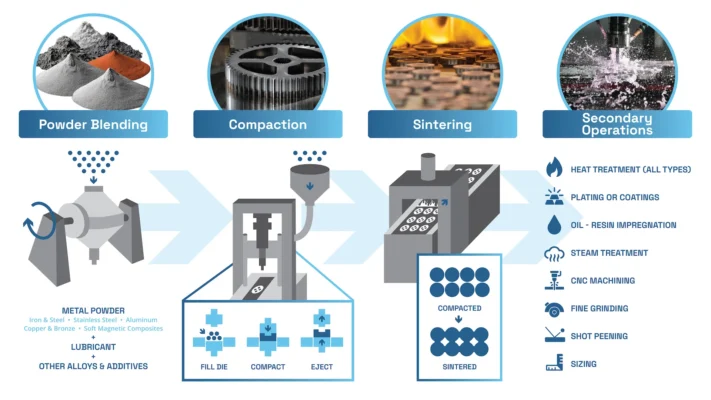
That is the right starting point for buyers. The real question is not whether PM gears are “better” than machined gears. The real question is whether your project fits the PM process. Powder metallurgy can be very efficient when geometry is stable and volume is high enough, but performance still depends on density, porosity, material system, sintering quality, and any secondary operations required after sintering. ASM’s powder metallurgy references also treat compacting, sintering, consolidated-part properties, and heat-treatment response as linked parts of the same process chain, not separate topics.
What powder metallurgy gears are
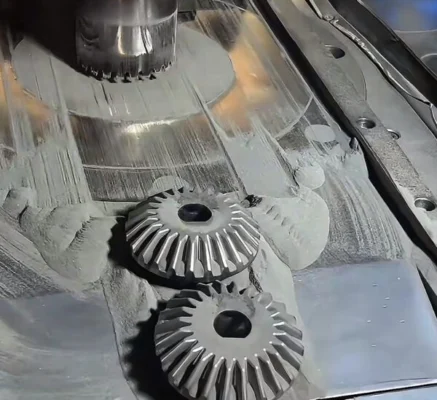
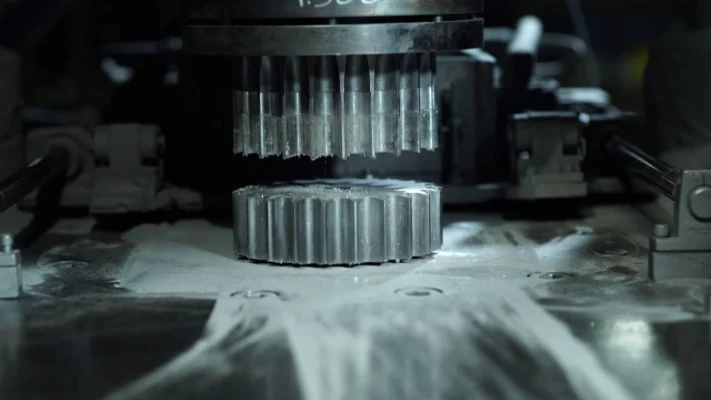
Powder metallurgy gears are gears made by compacting metal powder in a precision die and then sintering the compact so it becomes a final or near-final gear shape. Wenlio describes this as a high-efficiency route built around compaction plus sintering, with near-net-shape production as one of its main advantages.
Why powder metallurgy gears matters
Because PM gears solve a specific kind of manufacturing problem.
Powder metallurgy is strongest when a part repeats in high enough volume to justify tooling, and when the geometry benefits from near-net-shape production instead of being cut from solid stock. That is why PM is so often discussed for stable OEM programs rather than one-off custom parts. Wenlio’s own PM page frames it in exactly that way: high-volume programs, good material utilization, and complex or compact geometries.
Because process fit matters more than process popularity.
A PM gear may look attractive on unit price, but if the project has high shock load, changing geometry, or very tight performance requirements, the apparent savings may disappear. Porosity and density play a direct role in final properties, and ASM notes that porosity has a major effect on how PM steels respond to heat treatment compared with conventional steels.
Because buyers often compare PM and machining the wrong way.
The wrong comparison is “which one is cheaper per part?” The better comparison is “which route fits the real application, the real annual volume, and the real accuracy target?” Once that is clear, the process decision becomes much easier.
The project types buyers usually compare before choosing PM gears
| Project type | Usually a better PM fit | Why |
| Stable high-volume program | Yes | Tooling value can be spread across repeat production |
| Small-module or compact gear | Often yes | Near-net-shape and material efficiency become more valuable |
| Frequent drawing changes | Usually no | PM tooling becomes harder to justify |
| Prototype or small-batch job | Usually no | Flexible machining routes are often safer |
| Moderate-load repeat application | Often yes | PM can work well when density and material match the duty cycle |
| Very high shock load or extreme duty | Needs careful review | Material, density, and tooth-root/contact demands become more critical |
This is the first useful filter: PM is often strongest where the geometry stays stable and the order volume repeats long enough to recover tooling and process setup.
Who usually needs to understand this choice
- Buyers comparing PM and machined gear quotations
- Design engineers deciding whether the part is truly PM-friendly
- Process engineers reviewing density, sintering, and secondary operations
- Quality engineers checking whether accuracy and performance targets are realistic
- Program managers balancing tooling cost, lead time, and annual demand
- OEM teams deciding whether a long-running gear should stay machined or move to PM
Not everyone needs to know the same technical details, but everyone benefits when the PM discussion is tied to real production logic rather than general process language.
What buyers should check before choosing PM gears
| Selection factor | Why it matters | Often suitable for PM | Needs more caution |
| Annual volume | Tooling needs stable demand to make sense | Long-running repeat orders | Small batch, pilot, frequent revisions |
| Gear size | PM has practical size and section limits | Small to medium gears | Very large gears or difficult mass distribution |
| Load and duty cycle | Strength depends on density, porosity, material, and heat treatment | Light to moderate duty | Heavy shock load or very high torque |
| Accuracy target | PM can be close-tolerance, but not every feature is final-ready | General to moderate accuracy | Tight tooth quality, strict runout, fine finish |
| Material requirement | PM alloys do not behave exactly like forged or bar-stock steels | Standard PM steels | Special alloy demands or very strict heat-treat response |
| Secondary operations | Sizing or machining may still be required | Acceptable if planned early | Risky if buyers expect zero post-processing |
For most PM gear projects, annual volume is the first checkpoint. Powder metallurgy usually makes more sense when demand is stable enough to spread tooling cost across a larger quantity. If the drawing changes often or the order size stays low, that cost advantage becomes much weaker.
At the same time, buyers should look beyond volume. PM gear performance still depends on density, porosity, material system, sintering quality, and any post-sinter treatment. Near-net-shape is a real advantage, but it does not always mean the part is fully finished in one step. When the project has higher load, tighter accuracy targets, or stricter assembly features, sizing, machining, or other secondary operations may still be needed.
What good Powder Metallurgy Gears selection improves
| Benefit | Why it matters |
| Better material efficiency | Near-net-shape production usually reduces waste compared with heavy stock removal |
| Lower unit-cost potential at scale | Stable volume can spread tooling over many parts |
| Good repeatability | Once the process is stable, PM can support strong batch consistency |
| Compact-part advantage | Small and complex geometries often benefit from die-based forming |
| Faster route judgment | Clear PM fit criteria help buyers avoid quoting the wrong process |
The goal is not to force every gear into PM. The goal is to recognize when PM is genuinely the better manufacturing route.
Supplier selection tips
- Ask whether the supplier starts with annual volume before recommending PM.
If volume is not discussed early, the process recommendation is probably incomplete. - Ask how density and porosity are reviewed against the real duty cycle.
A PM gear should be judged by working condition, not by process name alone. - Confirm whether secondary operations are available.
If the gear needs tighter bores, controlled fit surfaces, or other precise features, the supplier should be able to explain the full route clearly. - Ask whether the supplier can compare PM and machined routes honestly.
A good supplier should explain when PM is right and when machining is safer. - Compare engineering judgment, not just quoted price.
A lower piece price is not a real saving if service life, fit, or production stability suffer later.
Why Choose Wenlio
Wenlio Gear supports gear projects from drawings, samples, OEM numbers, photos, dimensions, and application data. For powder metallurgy projects, the useful discussion starts with fit: whether the gear is right for the PM route in terms of annual volume, load, accuracy, density-related performance, and post-sinter needs. Wenlio’s own PM manufacturing page already frames the route around high-volume, near-net-shape production with engineering review built into the process.
That matters because process choice should follow the application, not just the target unit cost. In practical projects, PM, machining, or a mixed route may each be correct depending on how the gear is used, how often it repeats, and what the final assembly really needs.
FAQ
Q1: Are powder metallurgy gears strong enough?
They can be, but the answer depends on density, porosity, material system, sintering quality, heat treatment, and the real duty cycle.
Q2: Are Powder Metallurgy Gears cheaper than machined gears?
They often can be in stable higher-volume programs, because tooling cost is spread over many parts. In low-volume or changing programs, that advantage may not appear.
Q3: Can Powder Metallurgy Gears be heat treated?
Yes. ASM’s references explicitly note heat treatment of PM parts, but the final response depends strongly on porosity, density, and composition.
Q4: Are PM Gears suitable for high-load applications?
Some are, but high-load or shock-load uses need careful review. Technical literature on high-performance PM gears shows that tooth-contact regions and subsurface density become especially important in demanding duty.
Q5: What should buyers send for quotation?
A drawing is best. If not available, send a sample, annual volume forecast, material target, accuracy target, load, speed, lubrication, and assembly details.
Conclusion
Powder metallurgy gears are usually a good fit when the project is stable, repeatable, and large enough in volume to make the process worthwhile. They are especially worth considering when near-net-shape production, material efficiency, and batch consistency matter. But PM gears should not be selected by cost language alone. The better choice comes from checking annual volume, load, accuracy, material, density-related performance, secondary operations, and real application conditions together.
If you are deciding between PM gears and machined gears, you are welcome to Contact Us with your drawing, sample, annual volume, load condition, material requirement, and accuracy target so the process discussion can start from the real project, not from a general assumption.