
Blogs, Bevel Gear
How Bevel Gears Are Made and What Affects Quality
May
Introduction
At Wenlio Gear, bevel gears are not treated as generic machine parts. They are built for working conditions where contact stability, low noise, and repeatable torque transmission matter. That is why the manufacturing discussion usually starts with the application itself. A tractor axle, a truck differential, a construction gearbox, and a compact industrial reducer may all use bevel gears, but they do not ask for the same process route.
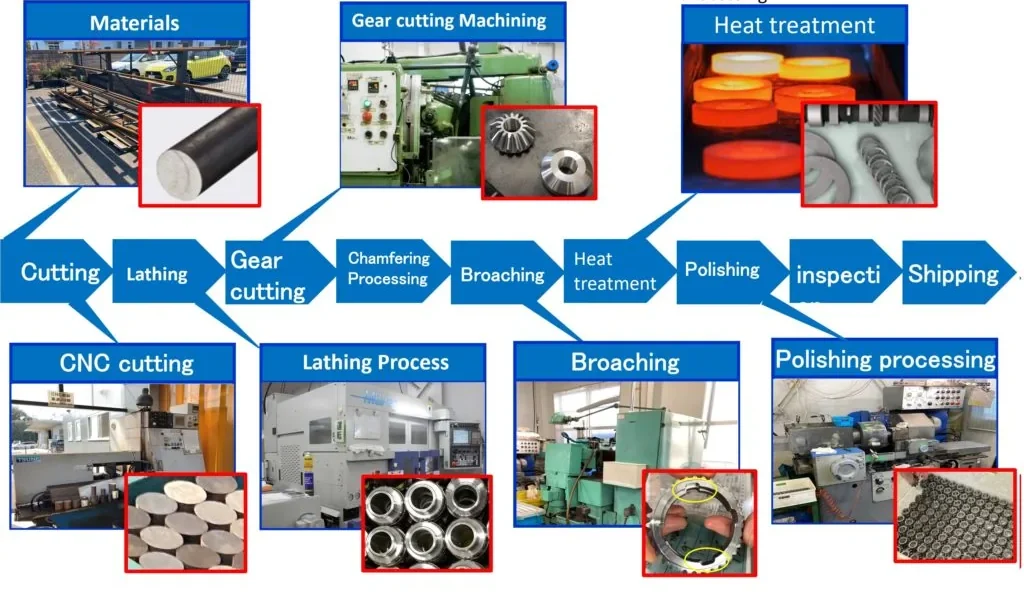
A lot of process articles stop at a simple sequence: blank, cutting, heat treatment, grinding, inspection. That outline is useful, but it does not explain where quality is really won or lost. In practice, bevel gear manufacturing is a linked process chain. Blank stability affects cutting. Cutting affects finishing allowance. Heat treatment changes tooth behavior. Finishing affects contact, noise, and surface condition. Inspection tells you whether the gear will run well, not just whether it looks acceptable on paper.
What the manufacturing process of bevel gears is
The manufacturing process of bevel gears is the controlled sequence of blank preparation, machining, tooth cutting, heat treatment, finishing, inspection, and pair matching used to turn design geometry into stable transmission performance.
Why the process matters
Because bevel gears react strongly to process variation.
A bevel gear can meet nominal dimensions and still run poorly if the blank is unstable, the tooth geometry drifts after hardening, or the finished flank condition no longer supports the intended contact pattern. Compared with simpler parallel-shaft gears, bevel gears usually show process scatter faster in noise, heat, and contact behavior.
Because the same drawing can be made by different routes.
Two suppliers can quote the same part number and still build it through very different process chains. One may use a forged blank and hard finishing. Another may use a simpler route with less correction after heat treatment. The drawing may look the same, but the risk level in production is not the same.
Because quality cannot be inspected in at the end.
Final inspection is important, but it cannot fully rescue a weak process chain. If stock condition, datums, tooth generation, and hardening are not controlled early, later stages spend more time correcting problems than building quality.
Common manufacturing routes used for bevel gears
| Manufacturing route | Best fit | Main strength | Main caution |
| Cut-only soft route | Simpler or lower-demand bevel gears | Lower cost and shorter route | Less correction room after cutting |
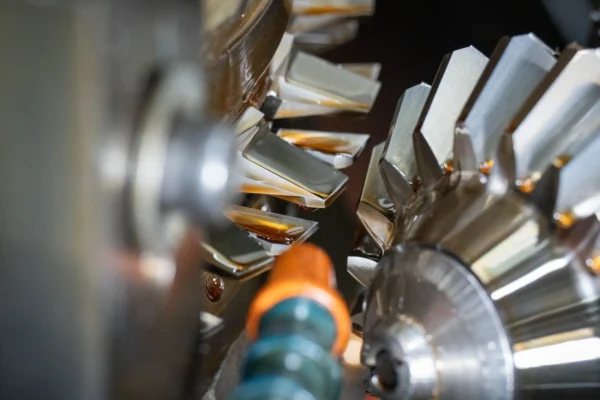
| Cut plus lapping route | Matched spiral or hypoid sets | Helps improve pair contact and running feel | Pair logic must stay controlled |
| Cut plus hard-finish grinding route | Higher-precision or noise-sensitive applications | Better flank accuracy and finish consistency | Higher equipment and process cost |
| Forged blank plus precision finish route | Programs needing stronger blank control | Better stock condition and more stable base geometry | Blank quality still decides downstream variation |
Who usually needs to understand this process
- Buyers comparing process depth, quality risk, and cost
- Design engineers matching gear geometry to a manufacturable route
- Process engineers planning blanks, cutting, heat treatment, and finishing
- Quality engineers checking whether inspection actually matches the real risk points
- Program managers balancing lead time, batch repeatability, and durability
- After-sales teams tracing noise, wear, or contact issues back to the process chain
What each production stage really controls
| Process stage | What it does | What it affects later |
| Material and blank route | Sets strength potential, stock stability, and machining allowance | Heat-treat response, distortion risk, and datum quality |
| Soft machining and turning | Creates reference faces, bores, and locating surfaces | Cutting accuracy and later setup repeatability |
| Tooth cutting | Generates the tooth form and basic flank geometry | Contact behavior, stock for finishing, and pair consistency |
| Heat treatment | Builds hardness and core properties | Distortion, residual stress, and final finish window |
| Finishing | Refines tooth geometry and surface condition | Noise, contact stability, efficiency, and running smoothness |
| Inspection and matching | Verifies whether the gear or set meets the intent | Launch confidence, batch consistency, and field reliability |
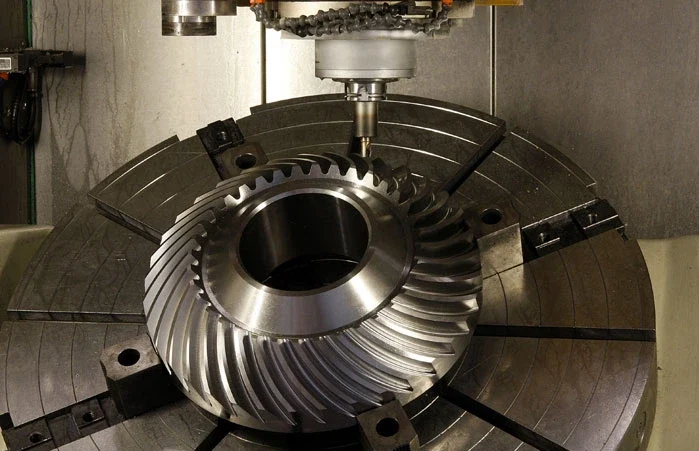
Material, blank preparation, and tooth cutting
The first quality decision comes before tooth cutting. Material choice and blank route affect how stable the gear remains through machining, hardening, and finishing. For high-load bevel gears, forged blanks often provide a stronger, more consistent base.
Soft machining then sets the datums for every later step. If faces, bores, journals, or locating surfaces are unstable, tooth cutting loses accuracy from the start.
After that, the route branches by gear type. Straight bevel, spiral bevel, and hypoid gears use different process logic, but the goal is the same: create the right geometry and leave proper allowance for hardening and finishing.

Heat treatment, finishing, and inspection
Heat treatment often decides whether a bevel gear stays a precision part or becomes a correction problem. It builds surface hardness and core strength, but it also introduces distortion, residual stress, and surface change. The real question is whether the process leaves a stable finishing window after hardening.
If controlled stock remains, grinding or other hard finishing can restore geometry and flank quality. If distortion is too large or inconsistent, finishing starts fighting the part instead of refining it. That is why surface finish matters: bevel gears need correct contact behavior, not just correct dimensions.
Inspection is where the process proves itself. It should verify geometry, hardness, surface condition, and matched-pair behavior, not just a few outer dimensions. When inspection follows the main process risks, batch quality is easier to control. When it does not, problems often appear later in noise, launch, or field life.

What good process control improves
| Goal | What improves | Why it helps |
| Smoother running | Better flank finish and contact behavior | Lower noise and vibration in service |
| Longer service life | Better material, hardening, and finishing alignment | Lower pitting, wear, and distress risk |
| More stable batch quality | Stronger datum control and process discipline | Less part-to-part variation |
| Cleaner launch approval | Inspection reflects real risk points | Fewer surprises after SOP |
| Better total cost | Process depth matches the application instead of overbuilding | Less rework, scrap, and warranty exposure |
A well-built bevel gear process does not chase the most expensive route. It chooses the right route and then controls it tightly.
Supplier selection tips
- Ask for the full route, not just the final accuracy claim. Blank route, tooth cutting, heat treatment, finishing, and inspection together tell you more than one grade statement.
- Confirm whether the gear will be cut only, lapped, ground, or hard-finished by another route. That choice changes noise behavior, pair logic, cost, and lead time.
- Check how heat-treatment distortion is managed. Hardness is only useful when the gear still lands inside a controllable finishing window.
- Ask what is verified at single-gear level and what is checked at pair level. For many bevel applications, geometry alone is not enough.
- Match the process route to the duty cycle. A tractor gearbox, truck axle, EV angle drive, and industrial reducer should not all follow the same manufacturing assumptions.
Why Choose Us
Wenlio Gear approaches bevel gear production as a process chain, not as one isolated machining step.
For real projects, that means reviewing the application target, blank route, cutting plan, heat-treatment window, finishing choice, and inspection logic as one connected system.
When those decisions stay aligned early, launch risk drops and the final gear is much more likely to behave in production the way it looked in technical review.
FAQ
Q1: What is the most important step in bevel gear manufacturing?
A: There is no single step that guarantees success. Material choice, blank stability, cutting method, heat treatment, finishing, and inspection all influence the final result. The strongest process is the one where those steps stay aligned.
Q2: Is heat treatment enough to make a bevel gear durable?
A: No. Heat treatment is important, but durability also depends on blank quality, tooth geometry, distortion control, surface finish, and real contact behavior after finishing.
Q3: When is grinding necessary?
A: Grinding is usually considered when the application needs tighter flank control, smoother running, or better consistency after hardening. Not every bevel gear needs it, but high-demand programs often benefit from it.
Q4: Why does pair matching matter for some bevel gears?
A: Because some bevel gear sets are expected to run as matched partners. If pair behavior is ignored, contact stability and noise performance often become harder to control.
Q5: What should buyers ask for in an RFQ?
A: Ask for the blank route, cutting method, heat-treatment plan, finishing route, inspection outputs, and whether the gear will be checked as an individual part or as a matched set.
Conclusion
The way bevel gears are made matters just as much as the geometry on the drawing. Blank stability, datum control, tooth cutting, hardening, finishing, and inspection all leave a mark on contact behavior, noise, and service life. That is why the best process is not the longest one or the most expensive one. It is the one that fits the real application and stays controlled from start to finish.
If you are planning a bevel gear project or reviewing an existing process route, you are welcome to Contact Us with your drawings and operating conditions so the discussion can start from the real duty cycle, not just the nominal geometry.