
Blogs, Gear Shaft
NEV Gear Shafts: Forging & Heat-Treat Selection

Oct
1.Introduction
At Wenlio Gear, we focus on bevel gears and right-angle drivetrain components for agriculture, heavy trucks, construction equipment, EVs, and industrial automation. Guided by our values—Precision Transmission, Reliable Performance—we engineer manufacturing stacks for NEV gear shafts that must run at 12,000–16,000 rpm with tight NVH limits, high strength and hardness, and stable microstructure for long-life service.
2.Key Takeaways
NEV reality: With no engine noise to mask transmission sounds, gearbox NVH targets are stricter than ICE. So shafts usually need tighter dimensional and geometric accuracy.
Route matters: Instead of following tradition, select hot/warm/cold forging for shafts based on size, annual volume, distortion risk, and cost. Then, treat pre-heat as pivotal: isothermal normalizing—or normalize/Q&T after cold forging—stabilizes the structure and reduces distortion scatter in final hardening.
Case hardening choice: For many programs, vacuum carburizing (LPC) delivers a more uniform case and typically smaller, more repeatable dimensional change than atmosphere carburizing. Next, choose the quench strategy to match steel and distortion limits: gas quench (HPGQ) can minimize distortion on suitable steels, while oil quench broadens applicability with a cost advantage. In general, distortion risk often ranks as: LPC + gas quench → LPC + oil quench → atmosphere carburizing + oil quench.
3.Why NEV Gear Shafts Are Different
Speed & NVH: NEV shafts often run around 12–16k rpm, so NVH quickly becomes the dominant constraint.
Complex loading: At the same time, torsion, bending, shock, and sliding contact stack up, which means you need impact toughness, wear resistance, high core strength with sufficient case hardness, and a uniform microstructure that stays stable at speed.
Quality envelope: As a result, compared with ICE programs, tighter control of runout, roundness, flank form, and heat-treat distortion predictability becomes mandatory to consistently meet NVH targets.

4.Forging Route Options for Shafts
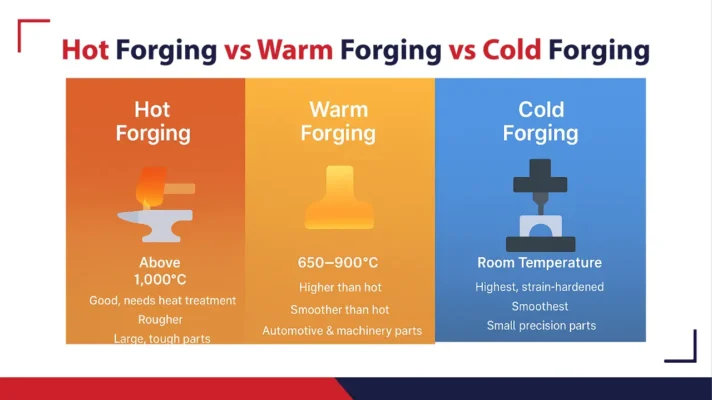
4.1 Hot-Die Forging (Hot Forging)
Strengths: Hot forging offers excellent formability for larger or complex sections, so it supports a broad steel window.
Risks & controls: However, complex flow can trigger folds or underfill, and dies see heavy wear and thermal fatigue. To manage that, use robust die steels, correct preheat, optimized lubrication, plus a flash design that stabilizes fill.
4.2 Cold Forging
Strengths: Cold forging typically delivers long die life and high consistency, while keeping machining stock low. As a result, it often achieves the best piece-cost at scale for suitable geometries.
Trade-offs: That said, anneal-before-forging routes (spheroidized pearlite) can underperform in later induction hardening versus normalized or Q&T stock, so you may need an added normalize or Q&T step. Also, stored micro-strain from cold work can release during carburize/quench, which increases distortion scatter and, in edge cases, abnormal grains. Therefore, a pre-treat (normalize/Q&T) step helps stabilize structure and reduce distortion variability.
4.3 Warm Forging (+ Residual-Heat Normalizing)
Strengths: Warm forging can be energy-efficient, and residual-heat normalizing can lower cost.
Note: But microstructural uniformity is often weaker than with dedicated cycles. So, where budget allows, isothermal normalizing (guided by IT curves) typically provides more uniform structure and hardness, better machinability, and more stable quench distortion.
5.Atmosphere vs. Vacuum Carburizing
| Item | Atmosphere Carburizing (Gas Furnace) | Vacuum Carburizing (Low-Pressure, LPC) |
| Environment | ~1 atm endo/exogas | Sub-atmospheric; carbon via pressure/flow pulses |
| Flexibility | Long carbon-potential tuning for mixed parts | Fast recipe control by pressure & flow (no long Cp tuning) |
| Quality | Case carbon & depth harder to control, less uniform; long cycle; IGO risk; grey surface, rougher Ra | Accurate case & depth; uniform; cycle ~1/3–1/2 of atmosphere; no IGO; bright surface |
| Cost | Lower CAPEX/OPEX | Higher CAPEX/OPEX |
| Size change | Larger, scattered | Smaller, concentrated window |
Bottom line: LPC improves uniformity and dimensional stability—key to NEV NVH.

6.Vacuum Carburizing: Gas Quench vs. Oil Quench
| Item | LPC + Gas Quench (HPGQ) | LPC + Oil Quench |
| Applicability | Narrower for large diameters/low-hardenability steels; barriers above ~25 bar | Broad across grades/sections |
| Result | On high-hardenability steels: clean microstructure, lower distortion, better surface | Fast cooling, wider window; higher distortion vs. gas in many cases |
| Cost | Higher (N₂ use, longer cycles, basket/furnace thermal wear) | Lower |
| Environment | Clean, recyclable gas | Oil fumes/effluent; higher environmental load |
Distortion/stability ranking (same forging): LPC + gas → LPC + oil → atmosphere + oil.

7.Recommended Process Maps
(A) If you choose cold forging (for cost & precision)
1.Blank (wire/rod) → multi-stage cold forging
2.Spheroidize anneal for ductility
3.Normalize or Q&T to erase cold-work micro-strain & stabilize grains
4.Rough/finish machining of fits & datum features
5.LPC (vacuum carburizing) + gas quench (preferred) or oil quench (cost window)
6.Low-temp temper → finish grind → optional superfinish (NVH-critical flanks)
Why: Keeps cold-forging’s low stock benefit while reducing quench distortion scatter.
(B) If you choose hot/warm forging
1.Hot/warm forging → residual-heat normalizing
2.Isothermal normalizing (if budget allows; best uniformity)
3.Machining of seats/flanks
4.LPC + gas (or oil) quench
5.Temper → finish grind → optional superfinish
Why: Less stored micro-strain → typically smaller, more predictable final distortion.
8.Practical Notes on NVH & Accuracy
Case depth/carbon: Tight Eht and surface-carbon control lower flank vs. non-flank distortion differentials, easing post-hard-grind.
Quench design: Gas quench parameters (pressure/flow/direction) can tune bending/ovality on slender shafts; oil quench needs fixture & agitation optimization.
Geometry aids: Thoughtful fillets/chamfers/wall balance mitigate quench stresses; early control of runout, roundness, concentricity pays off after hardening.
Finishing for NVH: Hard-grind and, when needed, superfinish to stabilize micro-geometry at speed.
9.Quick Selection Checklists
9.1 Forging Route
| Factor | Hot Forging | Warm Forging | Cold Forging |
| Size/complexity | Best for large/complex | Good | Best for small–medium axisymmetric |
| Die life & piece cost | Medium | Medium | High die life / low piece cost |
| Machining stock | Higher | Medium | Lowest |
| Pre-treat need | Normalize typical | Residual-heat + (iso)normalize | Anneal → normalize/Q&T |
| Final HT distortion risk | Medium | Low–Medium | Higher if no pre-treat |
9.2 Carburizing & Quench Route
| Priority | Recommended |
| Tightest NVH / smallest scatter | LPC + gas quench |
| Balanced cost/quality | LPC + oil quench |
| Lowest furnace CAPEX | Atmosphere + oil quench (accept wider scatter) |
10.Example Spec Items to Align Early (Typical NEV Shafts)
Material: Cr-Mo / Ni-Cr-Mo alloys with verified cleanliness
Case depth (Eht): e.g., 0.6–1.2 mm with tight banding (illustrative)
Hardness: case HRC 58–62; core per bending targets
Metrology: runout, straightness, concentricity, flank form; distortion maps post-HT
Finish: hard-grind + superfinish for NVH-critical flanks where needed
11.Conclusion
NEV gear shafts bring higher speed and stricter NVH to the foreground. The optimal stack pairs the right forging route (hot/warm/cold) with pre-treat and carburizing + quench choices to control microstructure, distortion, and repeatability. In most precision programs, vacuum carburizing with a well-designed gas quench yields the tightest distortion window, while cold forging remains a cost leader when coupled with normalize/Q&T pre-treat.If you have any customization needs, please contact us.