
Blogs
How to Read a Gear Inspection Report

May
Introduction
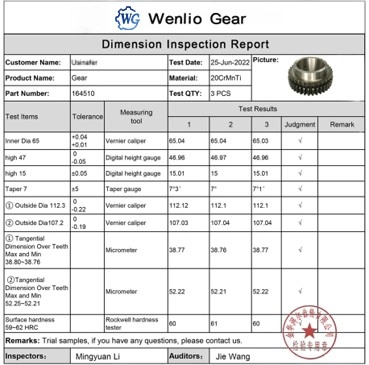
A gear inspection report shows whether a gear matches the drawing and the agreed quality requirements. Buyers should read profile, lead, pitch, runout, hardness, dimensions, and material data together, because one acceptable value alone does not always mean the whole gear is ready for assembly.
At Wenlio Gear, inspection reports matter because customers do not buy numbers in isolation. They buy gears that must fit, run smoothly, carry load, and stay reliable in service. That is why a useful report should answer practical questions: Does the gear match the drawing? Is the tooth geometry stable enough for the application? Is the heat treatment in range? Are there warning signs that could lead to noise, poor contact, or early wear after shipment?
What a gear inspection report is
A gear inspection report is the document that records whether a gear meets the drawing, process, and quality requirements across material, dimensions, tooth geometry, heat treatment, and other agreed checks.
Why buyers should read the report before approval
Because a good-looking gear can still create assembly problems.
A gear may look clean, have the right part number, and still fail to fit correctly if bore size, face width, keyway, runout, or datum-related dimensions are out of control.
Because tooth geometry affects real running behavior.
Profile, lead, pitch, and runout are not decorative data. They are tied directly to meshing smoothness, contact location, vibration, noise, and load distribution.
Because heat treatment quality cannot be judged by appearance.
A hardened gear may still have the wrong surface hardness, insufficient effective case depth, or an overly hard and brittle core. If those values are wrong, wear resistance and fatigue life may also be wrong.
Main sections in a gear inspection report
| Report item | What buyers should check | Why it matters |
| Material certificate | Grade, heat number, chemistry, traceability | Confirms the gear starts from the right material |
| Dimensional report | Bore, OD, keyway, face width, mounting sizes | Affects assembly, fit, and positioning |
| Tooth profile | Profile deviation, total profile error | Affects meshing smoothness and load distribution |
| Lead / helix | Lead deviation, helix deviation | Affects contact position and edge-contact risk |
| Pitch error | Single pitch and cumulative pitch error | Affects transmission uniformity |
| Runout | Radial runout and datum consistency | Affects noise, vibration, and rotational stability |
| Hardness report | Surface hardness, core hardness | Shows whether heat treatment meets the requirement |
| Case depth | Effective case depth or hardening depth | Affects fatigue strength and wear life |
| Contact pattern | Contact size and position | Especially important for bevel and hypoid gears |
Not every project needs every line item to the same depth. A simple spur gear and a matched bevel pair rarely ask for the same reporting detail. What matters is that the report matches the real application instead of following a generic checklist.
Who usually needs to understand the report
- Buyers approving pre-shipment quality documents
- Design engineers checking whether the part matches the drawing intent
- Quality engineers reviewing compliance to tolerance and inspection standard
- Assembly engineers watching for fit, datum, and runout-related risk
- Service teams diagnosing noise, wear, or repeat failures
- Project managers comparing suppliers and release readiness
A report becomes far more useful when these teams read it with the same logic instead of treating it as a formal attachment that only QA should open.
How to read tooth profile and lead charts
| Chart item | What it shows | What buyers should look for |
| Tooth profile chart | How closely the involute/profile follows target geometry | Whether the measured trace stays inside the tolerance band |
| Total profile error | Overall profile deviation across the measured zone | Whether the trend suggests local distortion or form issues |
| Lead / helix chart | Tooth direction accuracy across face width | Whether the trace drifts toward one side or risks edge contact |
| Tolerance band | Acceptable upper and lower limits | Whether the full curve stays within the allowed range |
Tooth profile charts compare the measured tooth flank with the theoretical design curve. A simple rule is that if the trace stays within the tolerance band, the result is generally acceptable; if it goes outside, the gear may face rough meshing, local stress, or unstable running. Lead charts show how the tooth runs across the face width, so a gear can pass profile inspection and still carry load too close to one edge.
It is also worth checking the overall trend, because results that repeatedly sit near one tolerance limit may suggest process drift even if they still pass.

What pitch, runout, hardness, and case depth tell you
| Item | What it means | Why buyers should care |
| Single pitch error | Tooth-to-tooth spacing variation | Affects local transmission smoothness |
| Cumulative pitch error | Spacing error built up across several teeth | Affects overall motion uniformity |
| Radial runout | How much the gear varies as it rotates around a datum | Affects noise, vibration, and assembly stability |
| Surface hardness | Hardness at or near the working surface | Relates to wear resistance |
| Core hardness | Hardness below the surface or in the core region | Relates to toughness and crack resistance |
| Effective case depth | Depth of useful hardened layer | Relates to fatigue performance and tooth support |
Pitch error and runout are different: pitch error affects tooth spacing, while runout affects how the gear rotates around its center. Even if geometry looks acceptable, poor heat treatment can still cause early failure if the hardened layer, surface hardness, or core strength is not right. For bevel and hypoid gears, contact evidence is especially important, because many problems come from the combined effect of geometry, contact pattern, and surface condition rather than from one single value.
Red flags buyers should notice and what to confirm with the supplier
Out-of-tolerance values with no explanation
A deviation may sometimes be accepted by concession, but the reason and acceptance basis should be stated clearly. Silence is a warning sign.
Data clustered near one tolerance edge
Even when values still pass, one-sided trends may suggest process drift or unstable control.
Missing standards, datums, or measurement basis
If the report does not show the standard, datum, or measuring reference, the result becomes much harder to trust.
Heat-treatment data that does not match the drawing requirement
Surface hardness without case depth, or hardness without measurement location, may not be enough for release.
Contact pattern missing on bevel or hypoid projects
For these gear types, geometry numbers alone often do not tell the full running story.
Before production starts, buyers should confirm which inspection standard will be used, what the report format will include, which datums and measuring references apply, whether first samples and batch parts follow the same inspection logic, and when the reports will be submitted for approval. These points are simple to agree early and much harder to fix after parts are already packed.
Why Choose Us
Wenlio Gear supports precision transmission projects with a focus on practical inspection language, usable quality evidence, and reports that help customers judge release risk more clearly.
For gear programs, the most useful report is not the one with the most pages. It is the one that links drawing requirements to real functional checks. That means profile, lead, pitch, runout, hardness, dimensions, and contact-related evidence should work together as one quality picture rather than a list of disconnected results.
We also pay attention to report clarity. Clear datums, clear standards, and clear chart interpretation help reduce misunderstanding between supplier review, assembly approval, and field use.
FAQ
Q1: What should a gear inspection report include?
A: It should include material, dimensions, tooth profile, lead, pitch, runout, hardness, and any application-specific checks such as case depth or contact pattern.
Q2: Why are tooth profile and lead important?
A: They show how closely the actual tooth geometry follows the design and how load may be distributed across the tooth flank.
Q3: Is runout the same as pitch error?
A: No. Runout relates to rotation around a datum. Pitch error relates to tooth spacing.
Q4: Do all gears need hardness reports?
A: Not all. But heat-treated gears usually need surface hardness, core hardness, or case depth checks depending on the requirement.
Q5: What is a contact pattern report?
A: It shows where mating teeth contact under checking conditions, especially for bevel and hypoid gears.
Conclusion
A gear inspection report should be read as a functional document, not a formality. Buyers get the most value when they review profile, lead, pitch, runout, hardness, dimensions, and material data together. One acceptable line item does not automatically mean the whole gear is ready for assembly, just as one bad value does not tell the whole story without context.
If you are approving a gear order, comparing suppliers, or trying to understand whether a gear is truly ready for shipment, you are welcome to Contact Us with your drawing or sample report so the discussion can focus on the checks that matter most to your application.
Pingback: What Affects an E-Drive Bevel Gear Quote? - wenlio.com
Pingback: What Makes a Worm Gear Set Quote More Accurate?
Pingback: Why Do High-Precision Bevel Gears Cost More? -Wenlio
Pingback: Bevel Gear Accuracy Grades: What to Specify in an RFQ - wenlio.com
Pingback: When Is CNC Milling Better for Bevel Gear Prototypes?