
Oct
1. Introduction
In precision gear manufacturing, the surface quality of the gear tooth determines far more than just appearance — it defines the durability, smoothness, and transmission reliability of the entire drive system. Subtle surface defects can lead to early wear, increased vibration, and even catastrophic gearbox failure under dynamic loads.
At Wenlio Gear, a precision gear manufacturer and custom gear supplier specializing in bevel and right-angle transmission systems, we understand that gear performance begins with surface integrity. Guided by our core values of precision transmission and reliable performance, Wenlio provides tailored solutions for agricultural machinery, heavy trucks, construction equipment, electric vehicles, and industrial automation — sectors where dependable torque transfer is critical to system longevity.
This article explores the common causes, detection methods, and prevention strategies for gear tooth surface defects, helping engineers and maintenance teams ensure consistent performance in demanding applications.
2. Understanding Gear Tooth Surface Defects
Gear tooth surface defects refer to localized irregularities or damages on the working flanks of the gear. These defects may appear as tears, pits, scratches, or vibrations marks, all of which can alter the tooth contact pattern and compromise load distribution.
In high-performance gears such as spiral bevel and hypoid gears, even micron-level imperfections can cause misalignment, abnormal noise, and excessive heat. Therefore, early detection and root-cause analysis are essential.

3. Common Types of Tooth Surface Defects
3.1 Tearing
Description
Tearing most often shows up during hobbing or shaping when chip evacuation is poor or the blank’s microstructure isn’t stable. As a result, you’ll see torn metal fibers or rough, dragged patches along the tooth surface.
Main causes
-
First, inconsistent or impure gear-blank material.
-
Next, unsuitable pre-heat treatment (for example, excessive hardness before cutting).
-
Also, dull or improperly sharpened cutting tools.
-
In addition, low lubrication effectiveness or an unsuitable cutting fluid.
-
Finally, overly aggressive feed rates or cutting parameters that promote chip welding and tearing.
Solutions / actions
-
Start by using qualified forged blanks with a uniform microstructure.
-
Then optimize pre-heat treatment (normalizing or Q&T) to keep machinability stable.
-
Meanwhile, select the right cutting fluid and ensure adequate delivery to the cut.
-
Also, regrind or replace hobs on a defined interval instead of “run-to-fail.”
-
Finally, tune feeds/speeds to improve chip control and prevent welding.

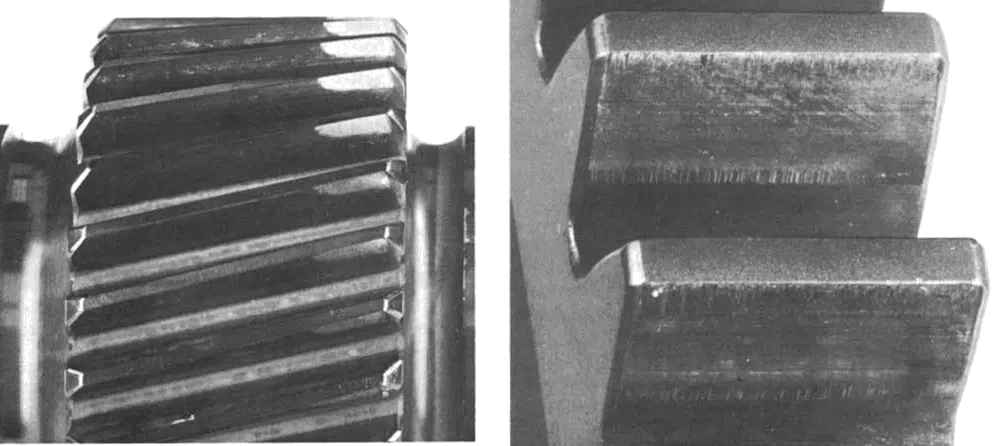
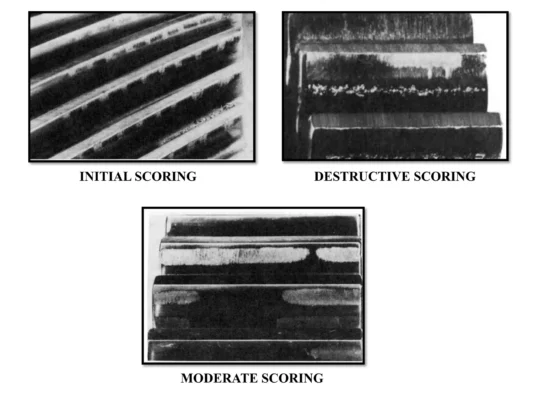
3.2 Tooth Gnawing (Scoring)
Description
Tooth gnawing typically appears when the hob/tool briefly slips or jerks during cutting. As a result, it leaves irregular cross-marks on the tooth surface, which can show up as scoring, chatter traces, or uneven contact patterns.
Main causes
-
First, machine column guideways set too tight or too loose, creating stick–slip motion.
-
Next, excessive backlash in the cutter-head gear train.
-
In addition, unstable hydraulic pressure during the feed motion.
Solutions / actions
-
Start by re-adjusting or servicing the guideways to achieve smooth, stable movement.
-
Then replace worn tool holders and tighten up the feed drive/gear train to minimize backlash.
-
Finally, maintain clean hydraulic systems and verify steady oil pressure to prevent feed fluctuation.
3.3 Vibrating Marks
Description
Vibration marks are fine, wave-like patterns that appear when resonance builds up between the machine, the workpiece, and the cutting tool during machining.
Main causes
-
First, excessive backlash or wear in transmission links, which excites periodic vibration.
-
Next, insufficient rigidity in the fixture or tool holder (including long tool overhang).
-
Also, cutting speed or feed rate set too aggressively for the system stiffness.
-
In addition, rear support brackets installed or aligned incorrectly, reducing support stiffness.
Solutions / actions
-
Start by overhauling worn transmission components to restore stiffness and reduce backlash.
-
Then increase clamping rigidity (shorter tool overhang, stronger fixture, tighter support).
-
Meanwhile, optimize cutting parameters to move away from unstable resonance zones.
-
Finally, reinstall and align rear brackets correctly to recover stable support.

3.4 Fish Scale Marks
Description:
Fish scale-like patterns indicate improper pre-machining heat treatment, often found on quenched or tempered steels. They are typically caused by uneven hardness or internal stresses.
Main Causes:
Improper quenching temperature or cooling rate.
Uneven hardness after heat treatment.
Solutions:
Adjust quenching and tempering processes to control hardness.
Normalize gear blanks before machining to stabilize structure.
4. Detection and Inspection Methods
Wenlio Gear combines digital metrology with advanced surface analysis to catch defects early—before they escalate into assembly-level NVH or durability issues. In practice, our inspection stack includes:
-
Gear measuring machines (e.g., Gleason, Klingelnberg) for profile, lead, pitch, and runout verification.
-
Surface roughness testing to quantify Ra/Rz on tooth flanks and journals.
-
Microscopy to spot micro-tears, grinding burn, and early surface fatigue.
-
NDT (such as magnetic particle inspection) to screen for cracks where required.
-
NVH testing to link surface and geometry signals to transmission noise.
Together, dimensional verification and surface metrology help ensure each gear meets the precision and durability targets expected in critical machinery.
5. Heat Treatment’s Role in Preventing Defects
One of the root causes of surface flaws lies in inconsistent heat treatment. To guarantee surface integrity and fatigue resistance, Wenlio employs a controlled heat-treat stack optimized for bevel and right-angle gears:
| Heat Treatment Process | Description | Key Benefit |
| Carburizing & Quenching | Carbon diffusion followed by quenching to achieve hard surface and tough core. | High wear resistance and contact strength. |
| Induction Hardening | Localized surface heating for selective hardening of gear teeth. | Precise hardness control with minimal distortion. |
| Nitriding | Nitrogen diffusion under low temperature to form a hard, wear-resistant layer. | Low distortion, high surface hardness (≥ 65 HRC). |
| Normalizing | Refines grain structure and relieves stress before cutting. | Improved machinability and reduced deformation. |
Wenlio’s process control ensures that case depth, surface hardness, and residual stresses align with each gear’s end-use — whether in a truck differential, EV e-axle, or agricultural gearbox.
6. Maintaining Surface Integrity During Production
Maintaining a defect-free tooth surface is a cross-functional effort between metallurgy, machining, and inspection. Wenlio follows several best practices:
Tool management: Scheduled tool wear inspection and regrinding cycles.
Coolant optimization: Proper flow, filtration, and cooling to prevent chip welding.
Process simulation: CAM-based analysis to predict tool-path pressure and chip load.
Post-machining inspection: 100% tooth contact check under blue marking.
Feedback loop: Real-time monitoring and corrective feedback to machining stations.
These measures reduce variability, improve surface finish, and extend gear life.
7. Application-Specific Considerations
In Wenlio’s five target industries, surface quality demands differ depending on the duty cycle:
Agricultural Machinery: Requires high wear resistance under dusty, variable-load conditions.
Heavy Trucks: Prioritizes fatigue resistance and quiet operation in differentials and axles.
Construction Equipment: Needs impact and scuffing resistance for high-load gears.
Electric Vehicles (EVs): Focuses on ultra-low NVH and precision contact for e-axles.
Industrial Automation: Demands high accuracy and minimal backlash for robotics and machine drives.
Across all applications, Wenlio’s precision bevel and right-angle gears are engineered for long life, minimal vibration, and consistent torque delivery.
8. Conclusion
Surface defects may appear small, but their impact on gear life and transmission quality is immense. Through rigorous material control, precision machining, and heat-treatment optimization, Wenlio Gear ensures that every bevel gear achieves its design intent — precision transmission and reliable performance.
Wenlio’s holistic approach — from forging to finish inspection — allows customers in agriculture, trucking, construction, EVs, and automation to rely on stable, high-quality drive components that perform quietly and consistently under real-world conditions.
If you’re evaluating a bevel or right-angle gear project requiring superior surface integrity and long-term reliability — contact us to explore precision solutions built for your toughest applications.