
Blogs
Gear Grinding vs Shaving vs Hobbing

Dec
1.Introduction
Wenlio Gear specializes in precision gears with a strong focus on bevel gears, guided by the value “precise transmission, reliable performance.” If you want to see how we manage quality from machining to finishing, explore our Manufacturing page and our Bevel Gear Manufacturing Process guide.
This article is a plain-language explanation of three common processes you’ll see in quotes and drawings:
Hobbing (to cut the teeth efficiently)
Shaving (to improve tooth quality before hardening)
Grinding (to finish hardened gears for high accuracy)
3.Quick definitions
Think of gear production like woodworking:
Hobbing = shaping the part quickly (the main tooth-cutting step for many external gears)
= “fine trimming” before painting (a light finishing cut, usually before heat treatment)
Grinding = “polishing after hardening” (hard finishing to correct distortion and hit tight tolerances)
These three processes often appear in a typical chain like:
Hobbing → (Shaving, optional) → Heat Treatment → Grinding (or other hard finishing) → Inspection
This “soft machining then hard finishing” logic is widely discussed because heat treatment can distort geometry, and finishing after heat treatment helps restore accuracy.
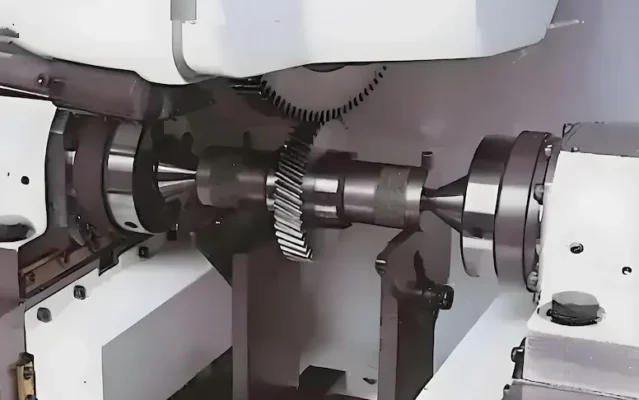
4. Gear Hobbing : fast, efficient tooth cutting
What it is
Gear Hobbing uses a rotating tool (a hob) that continuously generates the gear teeth as the blank rotates. Sandvik describes it as a generating process with a helical cutting tool and continuous rotation between hob and workpiece.
What it’s best for
High productivity for external spur/helical gears
Good consistency for volume production
A strong starting point before heat treatment
Key limitation buyers often miss
Hobbing is typically used for external gears (not all gear types are possible by hobbing). Sandvik explicitly notes hobbing is only possible for external gears.
When hobbing alone is enough
If the gear will run at moderate load/speed, and your tolerance requirement is not extreme, a well-controlled hobbing process plus deburr + heat treatment may meet your needs. In advanced cases, “finish hobbing” is studied as a way to reach higher quality directly after hobbing—Klocke’s research discusses roughing and finishing cuts to improve surface and shape quality.
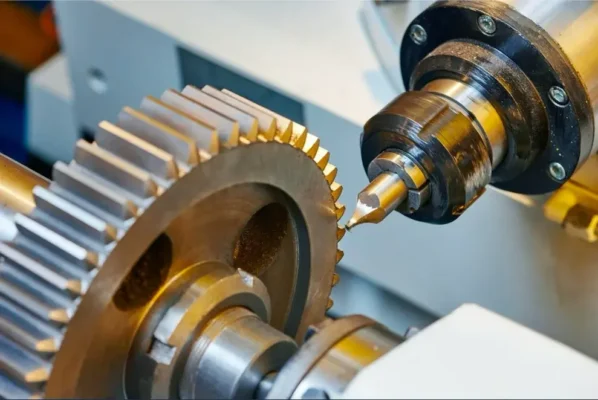
5. Gear Shaving : improve accuracy before hardening
What it is
Gear Shaving is a light finishing process that removes a very small amount of material from the tooth flanks using a gear-like cutter. It’s mainly used to improve the tooth profile/lead and surface finish while the gear is still soft.
AGMA’s “Gear Shaving Basics” describes rotary gear shaving as a production process using an ultra-precision shaving cutter (a hardened and ground cutter with cutting edges on the flanks).
Why it is usually done before heat treatment
Two simple reasons:
Shaving removes only tiny amounts of metal—so it needs a “cuttable” surface.
Heat treatment changes the gear (hardness + distortion). Shaving is commonly used to improve the tooth quality before the gear is hardened. RoyMech notes shaving cannot be completed if gear teeth have been hardened and is ideal after hobbing and before hardening.
What shaving can (and can’t) fix
✅ Can improve “small errors” and refine surface finish when the previous cutting step is already decent.
❌ Cannot rescue a badly cut gear (large pitch/runout issues)
❌ Not suitable as a hard finishing method after heat treat
When shaving is a smart choice
Choose shaving when:
You need better geometry than hobbing alone can deliver
You want a cost-effective finishing step before heat treat
Your gear design and volume justify a dedicated shaving operation
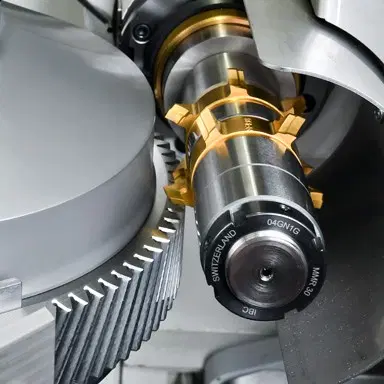
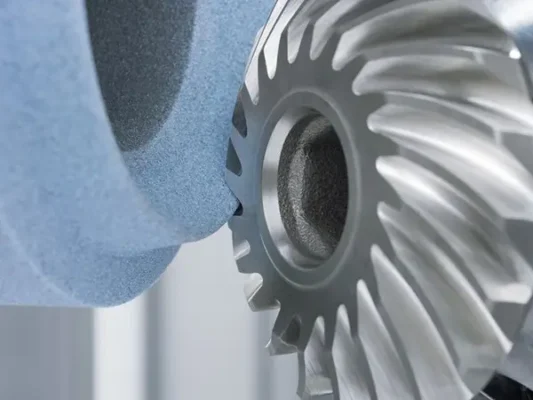
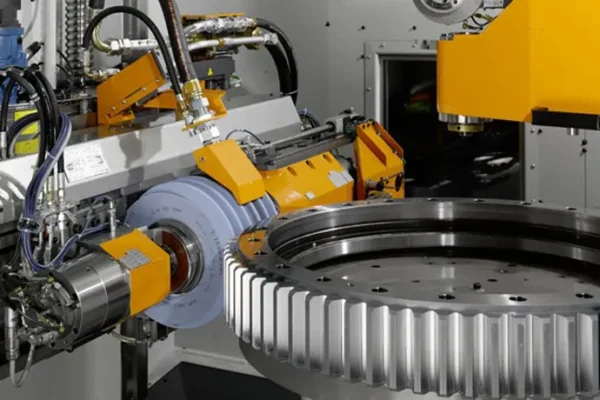
5. Gear Grinding : hardened finishing for high precision
What it is
Gear Grinding is a hard finishing process that uses abrasive wheels to correct and finish gear teeth, commonly after heat treatment. MHI’s technical review notes growing attention to grinding gears after heat treatment to improve final accuracy (and other performance aspects).
Reishauer explains continuous generating grinding as a multi-axis grinding process using threaded grinding wheels (grinding worms) to produce high-quality gears efficiently.
Why grinding is often “after heat treat”
Because heat treatment can distort the tooth geometry. A common manufacturing logic is to leave finishing stock before heat treat, then remove it with hard finishing after heat treat to hit the final geometry. This is a mainstream concept in gear hard finishing discussions.
When grinding is the right answer
Grinding is often selected when you need:
Tight tolerances on tooth form and lead
Stable meshing performance at higher loads/speeds
A controlled surface condition on hardened teeth
Gear Technology notes profile grinding is a finishing method often used after heat treatment to modify or correct the tooth profile.
Trade-offs
Grinding usually means:
Higher cost and longer cycle time than shaving
More process control requirements (wheel condition, burn risk, inspection)
6. One comparison table
| Process | What it mainly does | Typical stage | Biggest advantage | Biggest limitation |
| Gear Hobbing | Cuts teeth efficiently (generating) | Soft machining | Fast + consistent for external gears | Mostly external gears only; may not meet tight final tolerances alone |
| Gear Shaving | Light finishing cut to improve profile/lead | Before heat treatment | Low-cost accuracy boost on soft gears | Not for hardened gears; can’t fix major upstream errors |
| Gear Grinding | Hard finishing to reach high accuracy | Often after heat treatment | Best for tight tolerances on hardened gears | Higher cost; needs burn/distortion control |
7.How to choose (simple rules that work)
Use these practical questions:
(A) Is the gear hardened and needs tight accuracy?
Yes → grinding (or other hard finishing) is usually the candidate.
No → shaving may be enough if the gear is still soft and the hobbing quality is already good.
(B) Is the priority productivity on external spur/helical gears?
Yes → hobbing is often the backbone process.
(C) Are you aiming for a clear “soft → heat treat → hard finish” chain?
That chain is common because heat treatment changes geometry; many manufacturers plan finishing around that fact.

8. Where bevel gears fit into this story (Wenlio’s focus)
Hobbing/shaving/grinding are most often discussed for cylindrical gears (spur/helical). However, the logic is the same for bevel gears:
You cut teeth with a suitable bevel gear cutting method
Heat treatment may change geometry
Then you use a finishing approach (e.g., grinding or lapping depending on design and target)
If you want the bevel-gear-specific view, Wenlio explains the end-to-end chain in our our Custom Bevel Gear Solutions guide.
Gleason also highlights the practical importance of lapping and testing for bevel gear sets and the effects of heat treatment changes.
9.A practical tip: write acceptance in “measurable language”
If your drawing or RFQ only says “good quality,” suppliers will interpret it differently. For cylindrical gear accuracy language, ISO publishes accuracy systems such as ISO 1328 (ISO’s OBP summary describes accuracy systems relevant to cylindrical gears).
For bevel gears, ISO 17485 is commonly used for geometrical accuracy classification (useful when you need bevel-gear-specific terms).
10.Conclusion
Hobbing is usually the efficient tooth-cutting workhorse (especially for external spur/helical gears).
Shaving is a smart “soft finishing” step before hardening when you want better geometry at lower cost.
Grinding is a common “hard finishing” choice after heat treatment to reach higher accuracy and correct distortion.
If you Contact Us to share your drawing, material, and accuracy targets, we can recommend a manufacturable process chain and inspection plan.