
Blogs, Bevel Gear
Bevel Gear Accuracy Grades: What to Specify in an RFQ

Jul
Introduction
In a bevel gear RFQ, terms such as “high precision” or a single grade number are not enough to define manufacturing and acceptance requirements. Different standards may use different tolerance systems, inspection items, and evaluation methods. Two suppliers may therefore quote the same nominal grade while including different inspection scopes.
As a precision gear manufacturer, Wenlio reviews not only the stated accuracy grade but also the applicable standard, pairing requirements, backlash, contact pattern, mounting distance, and required inspection records. Clear information at the quotation stage improves price comparability and reduces disputes after production.
Quick Answer
Buyers should specify the bevel gear type, accuracy standard and revision, required grade, pairing method, backlash, contact pattern, mounting distance, inspection items, and report format. These requirements should reflect the actual application and assembly conditions rather than being copied from an unrelated drawing.

How Should Buyers Specify Bevel Gear Accuracy Grades?
A complete drawing, RFQ, or technical agreement should normally state:
- Bevel gear type;
- Applicable standard, revision, and accuracy grade;
- Individual-part, matched-pair, or combined inspection;
- Backlash target and measurement conditions;
- Contact pattern location and inspection method;
- Mounting distance and assembly datums;
- Required inspection items and report format.
ISO 1328 is mainly used for cylindrical involute gears. ISO 17485 provides a geometric accuracy classification framework for bevel gears, hypoid gears, and bevel gear pairs. Drawings or technical agreements may still need to define project-specific acceptance requirements.
Do not assume that the same numerical grade represents the same tolerance level across ISO, AGMA, DIN, or customer-specific systems. The standard name and revision are as important as the grade itself.
What Does a Bevel Gear Accuracy Grade Control?
A bevel gear accuracy grade limits the difference between the manufactured tooth geometry and the theoretical design. Depending on the selected standard and inspection plan, controlled items may include:
- Pitch deviation;
- Tooth surface geometry deviation;
- Gear runout;
- Tooth thickness or tooth-space dimensions;
- Composite rolling error.
A tighter grade generally requires more stable machining, heat treatment, finishing, and inspection. It may also require better control of workholding, datums, and measurement conditions.
Accuracy grade alone does not guarantee load capacity, service life, low noise, or correct meshing. Material, hardness, case depth, surface finish, lubrication, bearings, housing stiffness, and assembly accuracy also affect performance.
Is a Higher Accuracy Grade Always Better?
Not necessarily.
The required grade should match the operating speed, transmitted load, expected service life, smoothness requirement, assembly conditions, and budget. Low-speed, heavy-load equipment may place greater emphasis on material strength, heat treatment, and tooth contact. High-speed or positioning systems may need tighter control of tooth geometry, runout, and backlash.
An unnecessarily strict grade increases machining time, inspection workload, rejection risk, and cost without always improving the application. When the correct grade is uncertain, provide the operating data and ask the supplier to assess manufacturability. The buyer or designer should approve the final acceptance criteria before production.
Why Must Contact Pattern and Backlash Also Be Specified?
For a matched bevel gear pair, acceptable individual dimensions do not automatically guarantee correct meshing after assembly.
The contact pattern shows where the mating tooth surfaces engage. Contact concentrated too close to the tip, root, heel, or toe may create uneven load distribution. The requirement should identify:
- Which flank must be checked;
- Acceptable contact location;
- Inspection load or test condition;
- Marking method;
- Whether photographic evidence is required.
Backlash also needs clear measurement conditions:
- Target value and tolerance;
- Mounting distance;
- Measurement position;
- Pair identification;
- Measurement method.
A backlash value without a defined assembly position may not be repeatable. Contact pattern can also change when mounting distance, shaft angle, or housing alignment changes.
If a pair has been roll tested, lapped, or adjusted as a matched set, maintain the original pairing and mark the corresponding identification on both parts and packaging.
Related reading: How Does Bevel Gear Contact Pattern Affect Performance? and Bevel Gear Backlash Explained.
Why Is Mounting Distance Important?
Bevel gears are sensitive to installation position. Changes in pinion mounting distance, gear mounting distance, shaft angle, or hypoid offset can alter contact pattern and backlash.
The drawing should therefore define:
- Pinion and gear mounting distances;
- Shaft angle;
- Hypoid offset, when applicable;
- Datum relationships between bores, axes, and end faces;
- Tolerances for critical installation dimensions.
These dimensions connect the gear geometry to the housing and bearing arrangement. Without them, a supplier may manufacture the part but lack enough information to confirm how the pair will mesh in the final assembly.
Reverse-engineered parts require extra care because a worn sample may no longer represent the original geometry. When possible, provide the mating gear, housing dimensions, machine model, operating conditions, and available inspection records.
What Information Should Be Included in the RFQ?
| Item | Recommended Information |
| Gear data | Gear type, tooth count, module or diametral pitch, pressure angle, and hand of spiral |
| Material and heat treatment | Material grade, hardness, case depth, and heat treatment method |
| Accuracy requirements | Standard, revision, grade, and required inspection items |
| Pairing requirements | Backlash, contact pattern, mounting distance, and pair identification |
| Project information | Application, speed, torque, quantity, and estimated annual demand |
| Documentation | Dimensional report, tooth geometry report, material certificate, and heat treatment records |
If a parameter has not been finalized, mark it as requiring supplier review rather than leaving it blank. This allows both sides to resolve the issue before production.
Wenlio can review drawings, samples, operating conditions, and order quantities to assess the manufacturing route, achievable accuracy, and suitable inspection scope. Learn more about Wenlio’s custom gear capabilities.
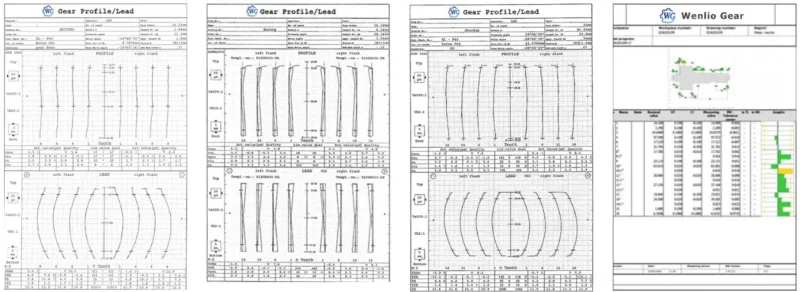
What Should an Inspection Report Include?
Inspection requirements should be agreed during quotation. Depending on project risk and order stage, the report may include:
- Critical dimensional results;
- Tooth geometry measurements;
- Runout and tooth-thickness results;
- Backlash records;
- Contact pattern photographs;
- Material certificates;
- Hardness and heat-treatment reports;
- First article or batch inspection results.
For critical dimensions, actual measured values are more useful than a simple “PASS” result. They help buyers compare samples, review process stability, and investigate assembly issues.
The inspection plan should also define whether every part is checked or sampling is acceptable. Full inspection may be justified for prototypes, first articles, or critical features. For stable production orders, an agreed sampling plan can control cost while maintaining traceability.
For more details, see How to Read a Gear Inspection Report.
How Do Accuracy Requirements Affect the Quote?
Tighter accuracy requirements may involve:
- Additional finishing operations;
- Better heat-treatment distortion control;
- Longer setup and process-verification time;
- More in-process and final inspection;
- Higher rework or rejection risk;
- Additional reporting and traceability.
When comparing quotations, confirm whether each supplier includes the same scope. One price may cover dimensional inspection only, while another includes pairing, roll testing, contact pattern review, backlash measurement, and inspection reports.
Prices are comparable only when the standard, grade, inspection scope, documentation, quantity, and pairing requirements are aligned.
Common Specification Mistakes
- Writing only “high precision” without naming a standard and grade.
- Applying a cylindrical gear standard directly to a bevel gear project.
- Specifying individual gear accuracy while ignoring matched-pair performance.
- Omitting the standard revision or inspection items.
- Treating accuracy grade as a guarantee of service life or noise performance.
- Giving a backlash value without measurement conditions.
- Leaving mounting distance and assembly datums undefined.
- Adding report requirements only after quotation or production.
FAQ
Can ISO 1328 be used for bevel gears?
ISO 1328 mainly addresses cylindrical involute gears. Bevel gear projects normally require a bevel-gear-specific standard, such as ISO 17485, or a customer-defined specification. The selected standard should match the gear type and inspection purpose.
Does a higher accuracy grade always reduce noise?
No. Noise also depends on contact pattern, tooth modification, surface finish, bearings, housing stiffness, lubrication, and assembly errors. A tighter grade can support smoother operation, but it cannot correct an unsuitable design or poor installation.
Should bevel gears be inspected individually or as a matched pair?
It depends on the design and manufacturing route. Spiral bevel and hypoid sets produced or adjusted as matched pairs often require both individual geometry inspection and functional pair inspection.
Can the supplier help select the accuracy grade?
Yes. A supplier can recommend a practical manufacturing and inspection level based on speed, load, application, quantity, and cost target. The buyer or designer should approve and document the final requirement before production.
What Is the Minimum Information Required for a Quotation?
Provide at least a drawing or sample information, gear type, material, heat treatment, quantity, operating conditions, applicable accuracy standard, and inspection scope. Mating-part and mounting information are also important for matched sets.
Conclusion
A bevel gear accuracy grade is only one part of a complete manufacturing and acceptance specification. Buyers also need to define the standard revision, pairing method, backlash, contact pattern, mounting distance, assembly datums, and required inspection records.
Clear requirements allow suppliers to quote the same technical scope and reduce avoidable changes later. Contact Wenlio with your drawing, mating gear information, operating conditions, estimated quantity, and inspection requirements for a manufacturing feasibility and inspection-scope review.